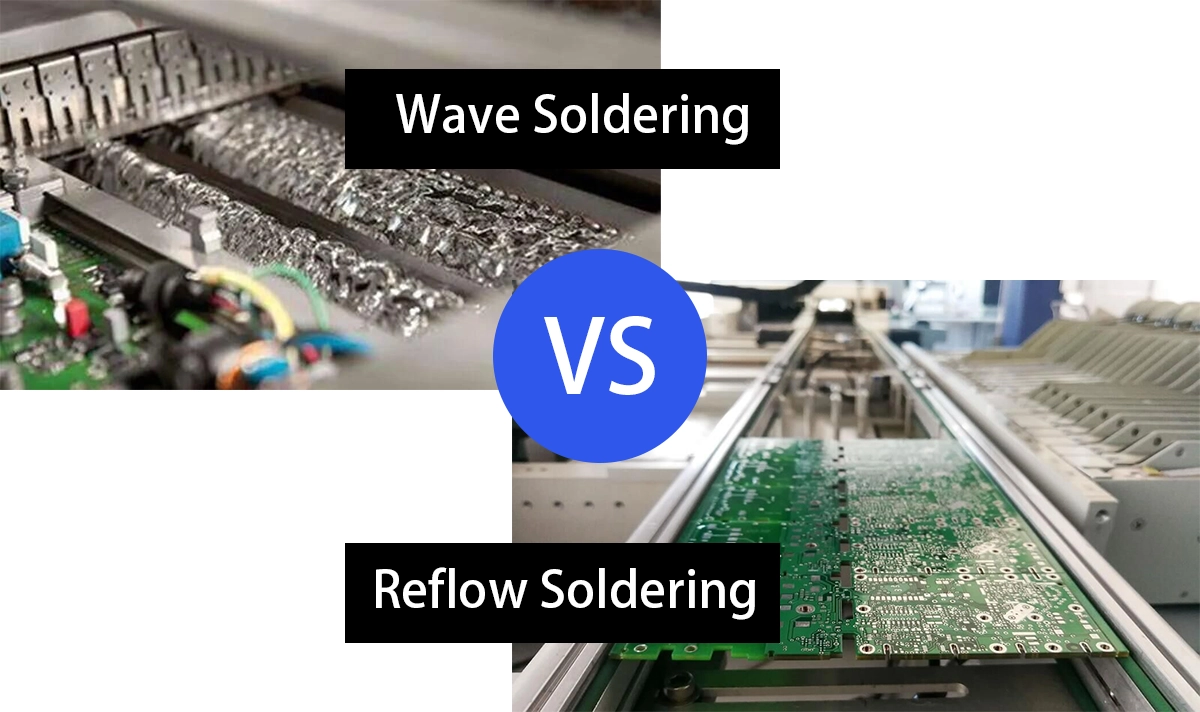
ワーブはんだ付けとリフローはんだ付けの比較
ワーブはんだ付けとリフローはんだ付けのプロセスにおける主な違いを確認します。.
特長として、 | ワーブはんだ付け | リフローはんだ付け |
|---|---|---|
部品互換性 | ホールスルーコンポーネントに最適です。. | サーフェイスマウントデバイス(SMD)に最適です。. |
プロセス方式 | PCBが溶融はんだの波の上を通過します。. | はんだペーストが制御されたオーブン内で溶融します。. |
生産量 | 大量一括生産に適しています。. | 小規模または複雑なロットに適しています。. |
機器の複雑さ | 機械構造がシンプルで、可動部品が少ない。. | オーブン、ステンシル、ピックアンドプレース装置が必要です。. |
ボードの複雑さ | 単純な片面基板に適しています。. | 複雑な両面基板や微細ピッチ基板にも対応可能です。. |
高い(OEM プレミアム) | 大量生産では単価が低くなります。. | 初期コストは高いものの、不良品削減によるコストメリットがあります。. |
処理速度(スループット) | 複数の基板を同時に処理できます。. | 部品実装速度に合わせた処理が可能ですが、大量生産では遅くなります。. |
品質管理 | 不良を防ぐため、タイミングの精密な制御が必要です。. | リアルタイム監視および精密な制御が可能です。. |
環境条件 | 不良を低減するため、環境を厳密に制御する必要があります。. | 環境制御の柔軟性が高く、厳格さはそれほど求められません。. |
ワーブはんだ付けとリフローはんだ付けを比較すると、はんだ付けプロセスにおいて明確な違いが見られます。ワーブはんだ付けは溶融はんだの波を用いて部品を接続し、一方リフローはんだ付けははんだペーストを加熱して部品を接合します。この選択は、生産速度、コスト、および PCB組み立て. に影響を与えます。ワーブはんだ付けはホールスルーコンポーネントに適していますが、リフローはんだ付けはサーフェイスマウントデバイス(SMD)に最も適しています。両プロセスは異なるPCB組み立てニーズに対応しており、効率的な生産と信頼性の高いPCBAを実現するには、適切なはんだ付けプロセスを選択する必要があります。. ワーブはんだ付け vs. リフローはんだ付け 各手法が結果に与える影響を明確に示します。.
主なポイント
ワーブはんだ付けは、ホールスルーコンポーネントの大規模生産に最も適しており、高速かつコスト効率の良い組み立てを実現し、強固で信頼性の高い接合部を提供します。.
リフローはんだ付けは、サーフェイスマウントデバイスを搭載した複雑で高密度な基板に適しており、精密な制御、柔軟性、および高品質な結果を提供します。.
適切なはんだ付け方法を選択するには、基板設計、部品の種類、生産量、および品質要件を考慮し、効率的かつ信頼性の高いPCB実装を確保する必要があります。.
ワーブはんだ付けとは?
概要
ワーブはんだ付け は主に サークイット基板(PCB)実装におけるスルーホール部品向けに用いられる はんだ付けプロセスです。このプロセスでは、PCBの裏面を加熱されたはんだ槽内で生成された 溶融はんだの波 の上を通過させます。.
プロセス手順
ワーブはんだ付けプロセスでは、以下の精密な手順を順に実行します:
フラックス塗布: PCBの裏面にフラックスを塗布します。この工程では、酸化および汚染を防止します。フラックスは微細なミスト噴霧またはフォームヘッドを用いて塗布できます。.
予熱: 基板を予熱して温度を安定させ、熱衝撃を低減します。予熱時間および温度を慎重に制御することで、フラックスを活性化させつつ基板を損傷から守ります。.
はんだ波接触: PCBをはんだ波の上に移動させます。接触時間は2~4秒です。コンベア速度およびはんだ波の高さを調整して、この工程を制御します。.
冷却: 空冷または水冷により基板を冷却します。これにより変形や損傷を防止します。.
検査: 目視または自動検査装置を用いてはんだ接合部を確認し、品質を検証します。.
ヒント:各工程における適切なタイミングおよび温度制御を行うことで、欠陥を回避し、信頼性の高いはんだ付けを実現できます。.
アプリケーション
ワーブはんだ付けは、大量生産の電子機器製造におけるスルーホールPCB実装で広く採用されています。欠陥および修理コストを低減し、強固で信頼性の高い接合部を確保できるため、産業用および民生用アプリケーションに最適です。生産データを活用したプロセス最適化により、品質と効率の両方を向上させることができます。.
リフローはんだ付けとは?
概要
リフローはんだ付け は、現代のPCB実装において最も広く用いられるはんだ付け技術であり、 サーフェス・マウント・テクノロジー(SMT) および スルーホールリフロー(THR) 部品に適用されます。この技術では、 はんだペースト および を用いた制御された加熱プロセス を通じて、正確かつ信頼性の高いはんだ接合部を形成します。.
プロセス手順
リフローはんだ付けプロセスでは、以下の数ステップを順に実行します:
ペーストはんだの塗布: ステンシルを使用して、PCBのパッドに半田ペーストを塗布します。レーザー切断されたステンレス鋼などの高度なステンシル技術により、精密な結果が得られます。
.部品実装: 表面実装デバイス(SMD)を半田ペースト上に配置します。自動化された機械が精度を保証します。
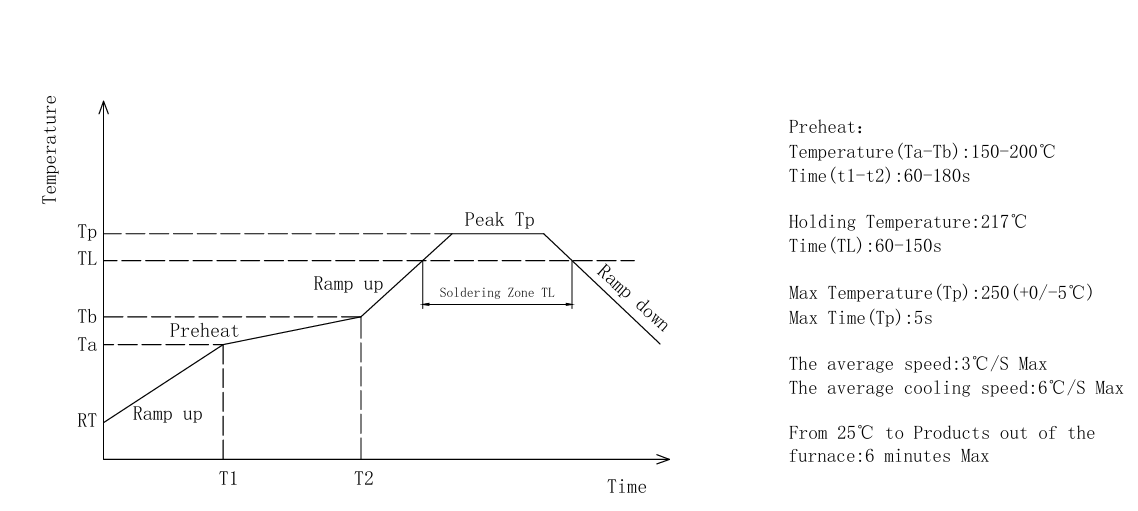
.予熱: ボードを徐々に加熱し、フラックスを活性化させ、熱衝撃を防止します。
.リフロー:
ボードを多ゾーンオーブンに通します。強制対流と窒素雰囲気により、均一な加熱を維持します。半田が溶融し、強固な接合部を形成します。
.冷却: ボードを冷却して半田を固化させます。
.検査: 自動検査を用いて欠陥を確認し、品質を向上させます。
.
ヒント:温度とペースト品質を慎重に制御することで、欠陥を減らし、信頼性を高めることができます。
.
アプリケーション
あなたは、
リフローはんだ付け 高い信頼性と効率性が求められる多くの産業で、この技術が採用されていることに気づきます。市場調査によると、リフローソルダリングは、自動車、民生電子機器、通信、航空宇宙、医療電子機器など幅広い分野で広く使用されています。高度に自動化されたラインと組み合わせることで大量生産に対応でき、高密度表面実装アセンブリにも適しています。
.
LINK‑PP 製品の適用例
A.
. THT RJ45 コネクタ
LINK‑PP のスルーホール式 RJ45 コネクタ(例:
. LPJG0933HENL)は、
スルーホール—265 °Cで5秒間耐えられる耐熱仕様です。プラグの耐久性が重要な過酷な用途に最適です。
.
B.
. SMT RJ45コネクタ
LINK‑PP の SMT シリーズ(例:
LPJ19911ADNL
)は、
リフロー実装
, をサポートし、コンパクトなサイズと高い信号整合性を提供します——ルーター、モデム、IoTデバイスに理想的です。
.
C. 統合マグネティクス付き THR RJ45
例として、
LPJG0926HENLS4R PoE+ RJ45 コネクタは、機械的強度と簡易なリフロー製造を両立します。1000Base‑T に対応し、波形半田付け(ウェーブソルダリング)に対して UL 認証済み(最大250 °C)です。
.
ウェーブソルダリング vs. リフローソルダリング
工程比較
ワーブはんだ付けでは、プリント基板(PCB)を溶融はんだの波の上を移動させることで、一工程でスルーホール・リードを接合します。これは大量生産に最適です。一方、リフローはんだ付けでは、はんだペーストを用い、温度制御されたオーブンで表面実装(SMT)またはTHR(Through-Hole Reflow)部品を高精度で接合します。これは、小型化・高密度化が進む基板組立に優れた制御性を提供します。.装置と生産能力
ワーブはんだ付け装置は、大量ロット向けに設計されたコンベアシステム、フラックス装置、およびはんだポットを採用し、スピードと再現性に重点を置いています。リフローはんだ付けは、リフロー炉、ステンシル、ピック&プレース機を活用し、高密度レイアウトや微細ピッチ部品への対応を可能にします。これは、家電製品や通信機器に多く見られます。.部品互換性
ワーブはんだ付けは従来型のスルーホール部品に対応します。リフローはんだ付けは、SMTおよびTHR部品に最適化されています。. LINK-PP社の製品ライン, たとえばTHT RJ45コネクタを含む、, SMT LANトランスフォーマー, およびTHR RJ45コネクタは、それぞれのはんだ付け方式に合わせて設計されています。.コストと品質
ワーブはんだ付けは、大量生産において単価コストが一般的に低く抑えられます。一方、リフローはんだ付けは、より高い精度と信頼性を実現でき、特に多層PCBではその重要性が増します。両方式とも、最適化されれば高い品質を確保できます。.適用シーン
丈夫なコネクタを備えた産業用基板にはワーブはんだ付けを、精度と信号整合性が重要な高密度・両面基板にはリフローはんだ付けをご利用ください。.
強みと弱み
ワーブはんだ付けのメリット:
大量生産向けの高速はんだ付けプロセス
大量製造における基板あたりのコスト低減
スルーホール部品に対する信頼性の高い接合
可動部品が少なく、保守が簡単
セットアップが迅速で操作も容易
ワーブはんだ付けのデメリット:
複雑な基板や両面基板への対応が限定される
微細ピッチ部品や表面実装デバイスには不向き
混合技術(Mixed-Technology)基板では追加工程が必要になる場合がある
缺陥防止のため、慎重な温度管理が必要
ヒント:従来型PCB設計で速度とコスト削減を重視する場合は、ワーブはんだ付けをご検討ください。.
リフローはんだ付けのメリット:
表面実装および微細ピッチ部品に非常に適しています
異なる基板設計への高い柔軟性
リアルタイム監視による厳格な品質管理
両面実装および高密度実装をサポート
リフローはんだ付けの欠点:
設備費および保守コストが高くなる
熟練したセットアップおよび工程管理が必要
大量生産では処理速度が遅くなる
注:高度な電子機器において柔軟性と精度が求められる場合は、リフローはんだ付けを選択してください。.
方法の選択
検討すべき要素
PCB実装のためのはんだ付け工程を選択する際には、いくつかの重要な要因を検討する必要があります。各方法は、異なる状況に応じて独自の強みを提供します。ご自身の製品要件および生産目標に合致する方法を選択することが重要です。.
コンポーネントの種類:基板に主にスルーホール部品が使用される場合、ウェーブはんだ付けを検討してください。多数の表面実装デバイス(SMD)を搭載する基板には、リフローはんだ付けがより適しています。.
ボードの複雑さ:シンプルな片面基板にはウェーブはんだ付けが適しています。細ピッチ部品や両面実装を含む設計の場合、リフローはんだ付けによりより精密な制御が可能です。.
生産量:大量生産ラインでは、ウェーブはんだ付けの高速性がメリットとなります。小ロットや試作段階では、リフローはんだ付けの柔軟性が有効です。.
品質要件:高精度のはんだ接合および低不良率が求められる場合、リフローはんだ付けにより厳しい品質基準を満たすことができます。一方、ウェーブはんだ付けは従来型設計に対して確実な接合を提供します。.
コストおよび設備:予算を十分に検討する必要があります。大量生産では、ウェーブはんだ付けの方がコストが低くなる傾向があります。リフローはんだ付けは設備投資額が大きくなる場合がありますが、高度な設計に対応可能です。.
ヒント:最終的な判断を行う前に、必ずPCB実装レイアウトおよび使用コンポーネントの組み合わせを再確認してください。適切なはんだ付け工程を選択することで、生産成果を向上させることができます。.
ウェーブはんだ付けは大量生産向けのスルーホール実装に最も適しており、リフローはんだ付けは複雑な表面実装プロジェクトに適しています。それぞれのはんだ付け工程には独自の強みがあります。選択にあたっては、設計内容および生産目標を十分に検討してください。.
無駄のない溶接方法の選択は、より優れた結果とより少ない欠陥につながります。.
よくある質問
Q1:ウェーブ溶接とリフロー溶接の主な違いは何ですか?
A: ウェーブ溶接は通常、スルーホール部品に使用され、PCBを溶融したはんだの波の上を通過させることで実施されます。リフロー溶接は表面実装(SMT)およびTHR(スルーホール・リフロー)部品に使用され、リフローオーブン内でハンダペーストを溶かして接合します。.
Q2:スルーホールコネクタにリフロー溶接を使用できますか?
A: はい、そのコネクタがTHR(スルーホール・リフロー)対応であれば可能です。LINK-PPでは、リフローオーブンの高温に耐えるよう特別に設計されたTHR RJ45コネクタを提供しています。.
Q3:高密度または両面実装基板には、どちらの方法が適していますか?
A: 高密度レイアウトおよび両面実装には、より高い精度と小型部品への対応が可能なリフロー溶接が推奨されます。.
Q4:大量生産において、どちらのプロセスがよりコスト効率が良いですか?
A: ウェーブ溶接は、スルーホール部品の大規模ロット生産において、単位あたりのコストが一般的に低くなります。一方、リフロー溶接は初期投資が大きくなる可能性がありますが、複雑でコンパクトな設計に適しています。.
Q5:LINK-PP製品は、両方の溶接方法に対応していますか?
A: はい。LINK-PPでは、ウェーブ溶接用の標準THT RJ45コネクタ、リフロー溶接用のSMTコネクタ、およびスルーホール実装でリフロー溶接に対応するTHRバリエーションを提供しています。.