Comparaison des méthodes de soudage par vague et de soudage par reflow
Découvrez les différences essentielles entre les procédés de soudage par vague et de soudage par reflow.
Caractéristiques | Soudage par vague | Soudage par reflow |
|---|---|---|
Compatibilité des composants | Idéal pour les composants à montage traversant. | Idéal pour les dispositifs à montage en surface. |
Méthode de procédé | La carte passe au-dessus d’une vague de soudure fondue. | La pâte à souder fond dans un four contrôlé. |
Volume de production | Adapté à la production massive en grande série. | Plus adapté aux petites séries ou aux lots complexes. |
Complexité des équipements | Machines plus simples, avec moins de pièces mobiles. | Nécessite des fours, des pochoirs et des machines de pose automatisée. |
Complexité de la carte | Fonctionne bien avec des cartes simples, à simple face. | Prend en charge les cartes complexes, à double face et à pas fin. |
Efficacité coût | Coût unitaire inférieur pour les grandes séries. | Coût initial plus élevé, mais réduction des défauts. |
Vitesse de débit | Traite plusieurs cartes simultanément. | S’adapte à la vitesse de pose, plus lent pour les grandes séries. |
Contrôle qualité | Nécessite un chronométrage précis pour éviter les défauts. | Offre une surveillance en temps réel et un contrôle précis. |
Exigences environnementales | Nécessite un environnement contrôlé pour réduire les défauts. | Plus souple, avec des exigences environnementales moins strictes. |
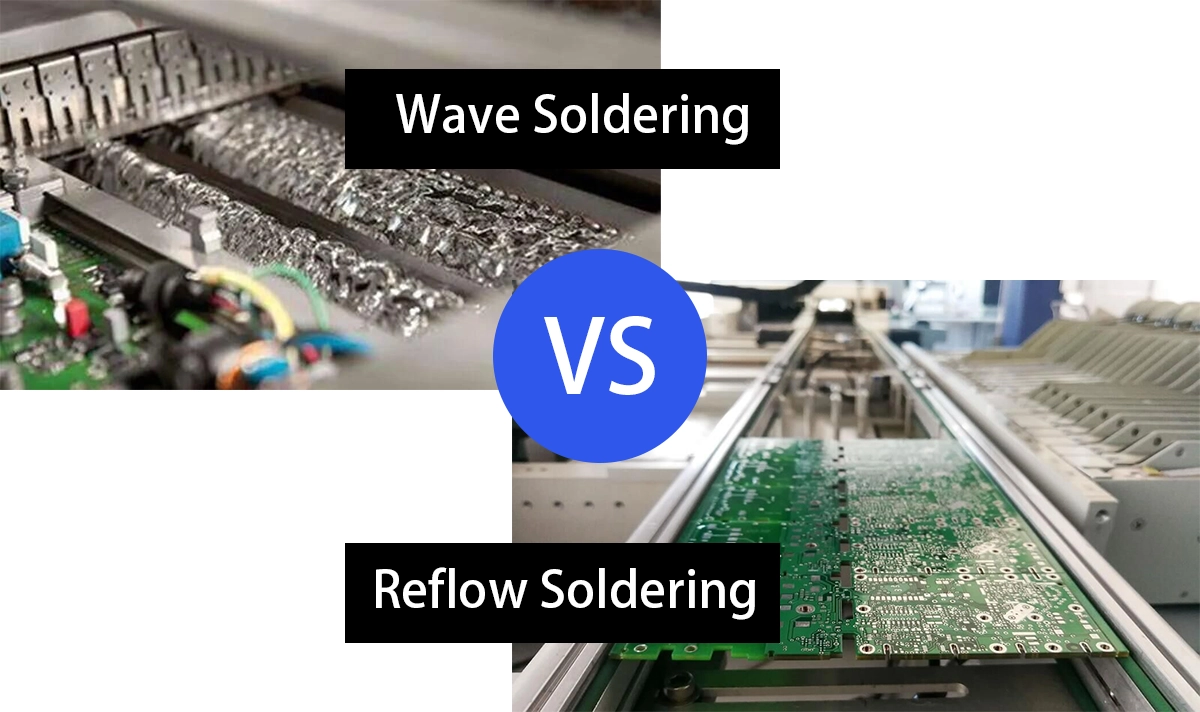
Lorsque vous comparez le soudage par vague et le soudage par reflow, vous observez des différences claires dans le procédé de soudage. Le soudage par vague utilise une vague de soudure fondue pour connecter les composants, tandis que le soudage par reflow chauffe la pâte à souder afin d’assurer la liaison des composants. Votre choix influence la vitesse de production, le coût et l’assemblage de cartes de circuits imprimés (PCB). Le soudage par vague convient aux composants à montage traversant, tandis que le soudage par reflow est optimal pour les dispositifs à montage en surface. Ces deux méthodes de soudage répondent à des besoins différents en matière d’assemblage de cartes de circuits imprimés. Vous devez choisir le procédé de soudage adapté afin d’assurer une production efficace et des cartes électroniques assemblées (PCBA) fiables. Soudage par vague contre soudage par reflow met en évidence comment chaque méthode façonne vos résultats.
Points clés
Le soudage par vague convient le mieux à la production à grande échelle de composants à montage traversant, offrant un assemblage rapide et économique avec des joints solides et fiables.
Le soudage par reflow s’adapte aux cartes complexes et à forte densité comportant des dispositifs à montage en surface, offrant un contrôle précis, une grande flexibilité et des résultats de haute qualité.
Le choix de la bonne méthode de soudure dépend de la conception de votre carte, des types de composants, du volume de production et des exigences de qualité afin d’assurer un assemblage efficace et fiable des cartes de circuits imprimés (PCB).
Qu’est-ce que la soudure par vague ?
Aperçu
Wave soldering est un procédé de soudure utilisé principalement pour les composants à montage traversant dans l’assemblage des cartes de circuits imprimés (PCB). Il consiste à faire passer la face inférieure d’une carte de circuits imprimés (PCB) au-dessus d’une vague de soudure en fusion créée dans un bac à soudure chauffé.
Étapes du procédé
Vous suivez une série d’étapes précises dans le procédé de soudure par vague :
Application de flux : Vous appliquez du flux sur la face inférieure de la carte de circuits imprimés (PCB). Cette étape empêche l’oxydation et la contamination. Vous pouvez utiliser un pulvérisateur à brouillard fin ou une tête à mousse pour appliquer le flux.
Préchauffage : Vous préchauffez la carte afin de stabiliser sa température et de réduire les chocs thermiques. Un contrôle rigoureux de la durée et de la température de préchauffage garantit l’activation du flux sans endommager la carte.
Contact avec la vague de soudure : Vous faites avancer la carte de circuits imprimés (PCB) au-dessus de la vague de soudure. Ce contact dure de 2 à 4 secondes. Vous ajustez la vitesse du convoyeur et la hauteur de la vague pour contrôler cette étape.
Refroidissement : Vous refroidissez la carte à l’air ou à l’eau. Cela évite toute déformation ou dommage.
Inspection : Vous vérifiez visuellement ou à l’aide d’un système d’inspection automatisé la qualité des joints de soudure.
Astuce : Un réglage précis des durées et des températures à chaque étape vous permet d’éviter les défauts et d’assurer une soudure fiable.
Applications
La soudure par vague est largement utilisée pour l’assemblage des cartes de circuits imprimés (PCB) à composants traversants dans la fabrication électronique à grande échelle. Elle réduit les défauts et les coûts de réparation tout en garantissant des joints solides et fiables — idéale pour les applications industrielles et grand public. L’optimisation du procédé à l’aide de données de production améliore à la fois la qualité et l’efficacité.
Qu’est-ce que la soudure par reflow ?
Aperçu
Reflow soldering est la technique de soudure la plus couramment utilisée pour la technologie de montage en surface (SMT) and les composants à montage traversant par reflow (THR) dans l’assemblage moderne des cartes de circuits imprimés (PCB). Elle utilise une pâte à souder and a un procédé de chauffage contrôlé pour former des joints de soudure précis et fiables.
Étapes du procédé
Vous suivez plusieurs étapes dans le procédé de soudure par reflow :
Application de la pâte à souder :
Vous utilisez un pochoir pour déposer la pâte à souder sur les pastilles du circuit imprimé (PCB). Une technologie avancée de pochoirs, comme les pochoirs en acier inoxydable découpés au laser, vous aide à obtenir des résultats précis.Placement des composants :
Vous placez les composants montés en surface (SMD) sur la pâte à souder. Des machines automatisées garantissent la précision.Préchauffage : Vous chauffez progressivement la carte afin d’activer la colophane et d’éviter les chocs thermiques.
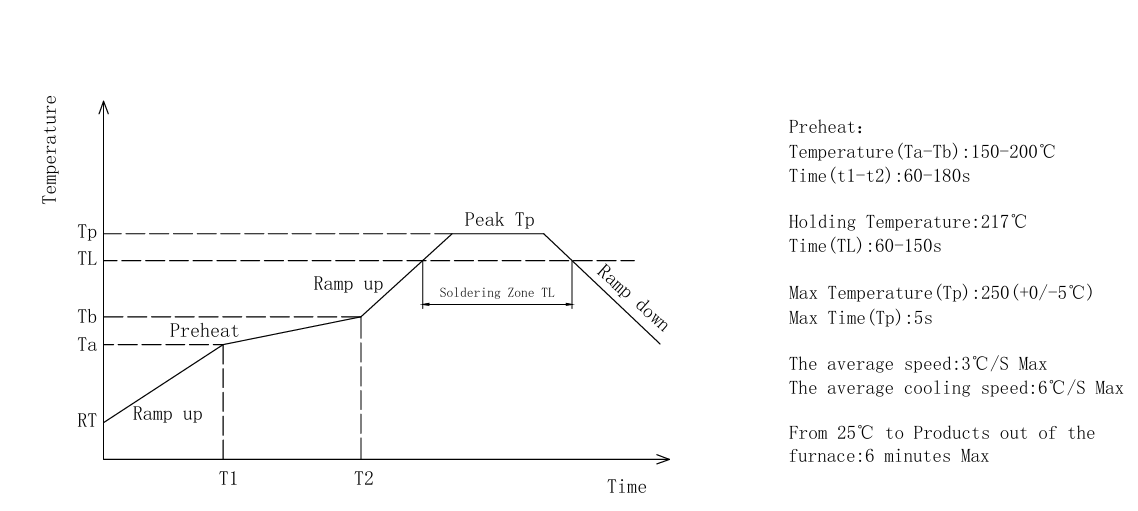
Refusion : Vous faites passer la carte dans un four à plusieurs zones. La convection forcée et l’atmosphère d’azote vous permettent de maintenir un chauffage uniforme. La soudure fond et forme des joints solides.
Refroidissement : Vous refroidissez la carte pour solidifier la soudure.
Inspection : Vous utilisez une inspection automatisée pour détecter les défauts et améliorer la qualité.
Astuce : Un contrôle rigoureux de la température et de la qualité de la pâte à souder réduit les défauts et augmente la fiabilité.
Applications
Vous trouvez Reflow soldering dans de nombreux secteurs exigeant une haute fiabilité et une grande efficacité. Des études de marché montrent que la soudure par reflow est largement utilisée dans les domaines de l’automobile, de l’électronique grand public, des télécommunications, de l’aérospatiale et de l’électronique médicale. La soudure par reflow permet une production à haut volume lorsqu’elle est associée à des lignes fortement automatisées et convient aux assemblages haute densité de composants montés en surface. La soudure par reflow permet une production à haut volume lorsqu’elle est associée à des lignes fortement automatisées et convient aux assemblages haute densité de composants montés en surface.
Comment les produits LINK‑PP s’intègrent-ils
A. Connecteurs RJ45 à montage traversant (THT)
Les connecteurs RJ45 à montage traversant de LINK‑PP (p. ex. LPJG0933HENL) sont conçus pour wave soldering—résistant jusqu’à 265 °C pendant 5 secondes. Parfait pour les applications robustes où la durabilité des fiches est essentielle.
B. Connecteurs RJ45 SMT
La série SMT de LINK‑PP (telle que LPJ19911ADNL) prend en charge l’assemblage par reflow, offrant une taille compacte et une excellente intégrité du signal—idéal pour les routeurs, les modems et les dispositifs IoT.
C. Connecteurs RJ45 à montage traversant renforcé (THR) avec magnétiques intégrés
Des modèles tels que LPJG0926HENLS4R
le connecteur RJ45 PoE+ offrent à la fois une résistance mécanique élevée et une fabrication simplifiée par reflow. Ils prennent en charge le 1000 Base‑T et sont certifiés UL pour la soudure par vague jusqu’à 250 °C.
Soudure par vague vs. soudure par reflow
Comparaison des procédés
Le soudage par vague consiste à déplacer la carte de circuit imprimé (PCB) au-dessus d’une vague de soudure en fusion afin de souder les composants à trou traversant en une seule passe — idéal pour un débit élevé. En revanche, le soudage par reflow utilise une pâte à souder et un four à température contrôlée pour fixer les composants montés en surface (SMT) ou les composants à trou traversant réfléchis (THR) avec précision, offrant un meilleur contrôle pour les assemblages compacts et complexes.Équipement et débit
Les installations de soudage par vague privilégient la vitesse et la reproductibilité, utilisant des systèmes de convoyeurs, des unités de flux et des bains de soudure conçus pour les grandes séries. Le soudage par reflow repose sur des fours de reflow, des pochoirs et des machines de pose automatisée (pick-and-place), permettant des agencements haute densité et des composants à pas fin — courants dans l’électronique grand public et les équipements de télécommunications.Compatibilité des composants
Le soudage par vague prend en charge les composants traditionnels à trou traversant. Le soudage par reflow est optimisé pour les composants SMT et THR. Les gammes de produits LINK-PP, y compris les connecteurs RJ45 à montage traversant (THT), Transformateurs LAN SMT, ainsi que les RJ45 à montage réfléchi (THR), sont conçus pour s’adapter à chaque méthode de soudage.Coût et qualité
Le soudage par vague offre généralement un coût unitaire inférieur pour la production en série, tandis que le soudage par reflow permet une meilleure précision et fiabilité — particulièrement cruciale pour les PCB multicouches. Ces deux méthodes assurent une haute qualité lorsqu’elles sont correctement optimisées.Adéquation à l’application
Utilisez le soudage par vague pour les cartes industrielles équipées de connecteurs robustes. Utilisez le soudage par reflow pour les cartes doubles faces denses, où la précision et l’intégrité du signal sont essentielles.
Type A
Avantages du soudage par vague :
Procédure de soudage rapide pour la production à grande échelle
Coût inférieur par carte dans la fabrication en série
Joints fiables pour les composants à trou traversant
Maintenance simple grâce à un nombre réduit de pièces mobiles
Mise en service rapide et fonctionnement aisé
Inconvénients du soudage par vague:
Souplesse limitée pour les cartes complexes ou double face
Non adapté aux dispositifs à pas fin ou montés en surface
Peut nécessiter des étapes supplémentaires pour les assemblages hybrides (montage traversant + montage en surface)
Un contrôle précis de la température est indispensable pour éviter les défauts
Astuce : utilisez le soudage par vague lorsque vous recherchez rapidité et économies pour des conceptions de PCB traditionnelles.
Avantages du soudage par reflow:
Excellente adéquation aux composants montés en surface et à pas fin
Grande souplesse pour diverses configurations de cartes
Contrôle qualité rigoureux avec surveillance en temps réel
Prend en charge les assemblages double face et à haute densité
Inconvénients du brasage par reflow:
Coûts plus élevés pour les équipements et la maintenance
Nécessite une configuration et une gestion de processus spécialisées
Plus lent pour des séries de production très importantes
Remarque : choisissez le brasage par reflow lorsque vous avez besoin de flexibilité et de précision pour des électroniques avancées.
Choix d’une méthode
Facteurs à prendre en compte
Lorsque vous sélectionnez un procédé de soudage pour votre assemblage de cartes de circuits imprimés (PCB), vous devez examiner plusieurs facteurs importants. Chaque méthode offre des avantages spécifiques selon les situations. Vous devez adapter votre choix aux besoins de votre produit et à vos objectifs de production.
Type de composant: Si votre carte utilise principalement des composants à montage traversant, vous devriez envisager le brasage par vague. Pour les cartes comportant de nombreux composants à montage en surface (SMD), le brasage par reflow est plus adapté.
Complexité de la carte: Les cartes simples, à simple face, s’adaptent bien au brasage par vague. Si votre conception comporte des composants à pas fin ou des disposions double face, le brasage par reflow vous offre davantage de contrôle.
Volume de production: Les lignes de production à grand volume profitent de la rapidité du brasage par vague. Pour les petites séries ou les prototypes, le brasage par reflow offre une plus grande flexibilité.
Exigences de qualité: Si vous avez besoin de joints précis et d’un faible taux de défauts, le brasage par reflow vous aide à répondre à des normes strictes. Le brasage par vague fournit des joints solides pour les conceptions traditionnelles.
Coût et équipement: Vous devez prendre en compte votre budget. Le brasage par vague coûte souvent moins cher pour les grandes séries. Le brasage par reflow peut nécessiter un investissement plus important dans les équipements, mais il prend en charge des conceptions avancées.
Astuce : examinez toujours la disposition de votre assemblage de cartes de circuits imprimés (PCB) et la composition de vos composants avant de prendre une décision. Le bon procédé de soudage améliore les résultats de votre production.
Vous constatez que le brasage par vague convient le mieux aux assemblages à grand volume et à montage traversant, tandis que le brasage par reflow s’adapte aux projets complexes à composants montés en surface. Chaque procédé de soudage présente des avantages spécifiques. Examinez votre conception et vos objectifs de production avant de faire votre choix.
Une sélection rigoureuse de votre méthode de soudage conduit à de meilleurs résultats et à moins de défauts.
FAQ
Q1 : Quelle est la principale différence entre le soudage par vague et le soudage en four à reflow ?
A: Le soudage par vague est généralement utilisé pour les composants à montage traversant (THT) et consiste à faire passer la carte de circuit imprimé (PCB) au-dessus d’une vague de soudure en fusion. Le soudage en four à reflow est utilisé pour les composants à montage en surface (SMT) et les composants à montage traversant réfractaires (THR), en faisant fondre la pâte à souder dans un four à reflow.
Q2 : Puis-je utiliser le soudage en four à reflow pour des connecteurs à montage traversant ?
A: Oui, à condition que les connecteurs soient compatibles THR (Through-Hole Reflow). LINK-PP propose des connecteurs RJ45 THR spécifiquement conçus pour résister aux hautes températures des fours à reflow.
Q3 : Quelle méthode convient le mieux aux cartes à forte densité ou aux cartes double face ?
A: Le soudage en four à reflow est privilégié pour les cartes à forte densité et les assemblages double face, car il offre une meilleure précision et prend en charge des composants plus petits.
Q4 : Quel procédé est le plus rentable pour la production de masse ?
A: Le soudage par vague présente généralement des coûts unitaires inférieurs pour de grands lots de composants à montage traversant. Le soudage en four à reflow peut coûter davantage initialement, mais il convient mieux aux conceptions complexes et compactes.
Q5 : Les produits LINK-PP sont-ils compatibles avec les deux méthodes de soudage ?
A: Oui. LINK-PP propose des connecteurs RJ45 THT standard pour le soudage par vague, des connecteurs SMT pour le soudage en four à reflow, ainsi que des variantes THR qui supportent le soudage en four à reflow avec un montage traversant.