Le soudage par reprise à travers trou, également appelé « pin-in-paste » ou soudage intrusif, permet de souder simultanément des composants à montage traversant et des composants à montage en surface dans un seul cycle de reprise. Soudage par reprise à travers trou (THR) offre précisément cela : un procédé hybride qui allie la robustesse de la technologie à montage traversant (THT) à la rapidité et à l’automatisation de la technologie à montage en surface (SMT). Cette méthode s’intègre parfaitement aux lignes d’assemblage SMT. Selon les rapports du marché, le soudage par reprise, y compris pour les applications à montage traversant, accroît l’efficacité et connaît une utilisation croissante dans la fabrication électronique.
Contexte : Pourquoi le THR est important
La THT (technologie à montage traversant) consiste à insérer les broches des composants dans les trous de la carte de circuit imprimé (PCI) et à les souder depuis la face inférieure. Cette méthode assure des interconnexions mécaniques solides, idéales pour les connecteurs, les composants de puissance ou les environnements soumis à de fortes contraintes mécaniques.
La SMT (technologie à montage en surface) place les composants sur la surface de la carte à l’aide de pâte à souder, puis les fait fondre dans un four — une méthode efficace, précise et adaptée à la miniaturisation.
Le THR combine les deux approches : les composants conçus selon la norme THT sont adaptés au soudage par reprise, aux côtés des composants SMT, permettant ainsi un flux de production unique et simplifié, sans recourir au soudage par vague.
Aperçu du procédé THR
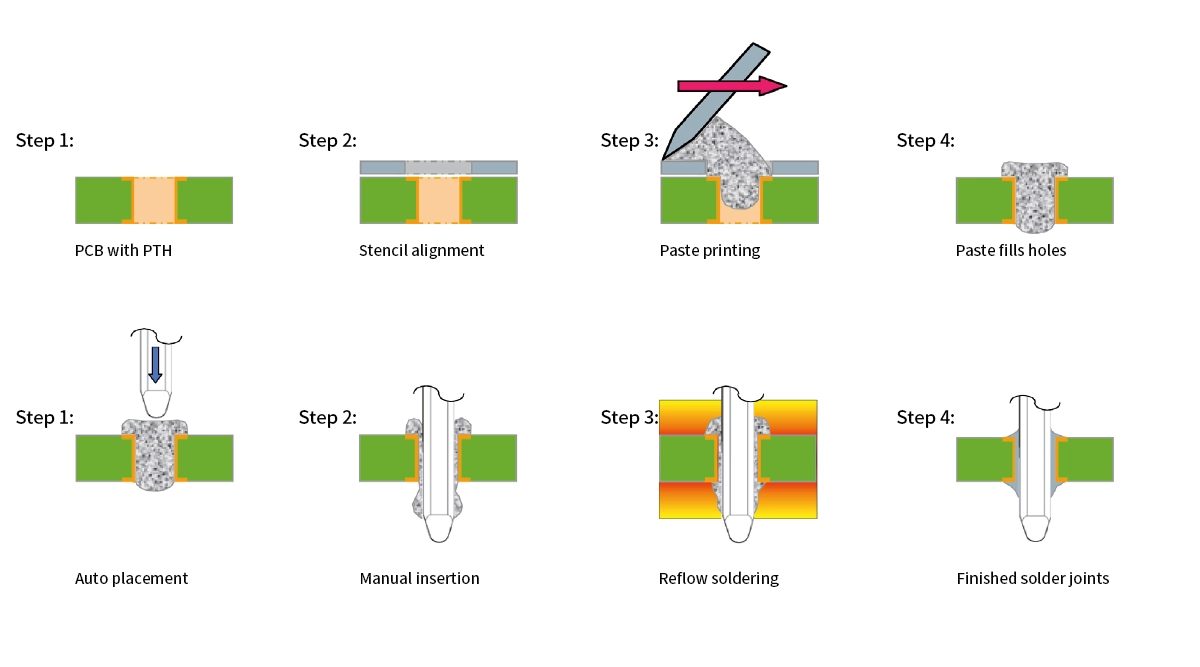
Le soudage par reprise à travers trou s’intègre parfaitement aux lignes de production SMT standard. Le flux de travail typique comprend les étapes suivantes :
Étape 1 : La carte de circuit imprimé est fabriquée avec des trous métallisés (PTH), garantissant une métallisation adéquate pour le soudage.
Étape 2 : Sur la ligne SMT, la carte est positionnée sous un pochoir à pâte à souder en préparation de l’impression.
Étapes 3–4 : Lors de l’étape d’impression de la pâte à souder, celle-ci est déposée via le pochoir, recouvrant à la fois les pastilles de montage en surface et pénétrant partiellement dans les PTH.
Étapes 5–6 : Les composants sont placés à l’aide d’une machine automatisée de prélèvement et de pose. Dispositifs à montage en surface (SMD) sont positionnés en premier. Si la machine n’est pas capable de placer les composants à montage traversant, ceux-ci sont insérés manuellement après les composants CMS. Les broches traversent les trous remplis de pâte à souder, où une partie de la pâte adhère aux broches, tandis que la majeure partie reste à l’intérieur des trous.
Étapes 7–8 : La carte entre ensuite dans le four de refusion. À mesure que la température augmente, la pâte à souder fond et s’écoule autour des broches des composants et dans les parois des trous métallisés. Une liaison solder fiable se forme grâce à la création d’un composé intermétallique (CIM) entre la broche du composant, la soudure et le placage cuivre à l’intérieur du trou.
Ce processus rationalisé permet de souder simultanément les composants CMS et à montage traversant lors d’un seul cycle de refusion, réduisant ainsi les étapes de fabrication tout en garantissant des liaisons mécaniques et électriques robustes — particulièrement importantes pour les composants à haute fiabilité, tels que les connecteurs RJ45 compatibles THR de LINK-PP.
Avantages du THR
Intégrité mécanique
Les broches à montage traversant s’ancrent dans la carte, fixant fermement les composants plus volumineux ou soumis à de fortes contraintes — comme les connecteurs RJ45 — contre les vibrations et les manipulations.Assemblage en une seule étape
Le THR élimine la soudure par vague, permettant de traiter conjointement les composants CMS et THR sur la ligne de refusion — ce qui permet de gagner du temps, de réduire la main-d’œuvre et de diminuer les coûts.Évolutivité
En tirant parti des lignes automatisées CMS, le THR convient aussi bien aux petites qu’aux grandes séries de production — idéal pour les prestataires EMS et les fabricants OEM à volumes mixtes.
Considérations de conception et bonnes pratiques
La réussite du THR dépend d’une conception réfléchie de la carte de circuit imprimé et des composants :
Exigences relatives aux composants
Les matériaux doivent résister aux températures de refusion (généralement jusqu’à 260 °C). Les connecteurs RJ45 PoE+ LPJG0926HENLS4R de LINK‑PP utilisent des thermoplastiques à haute température et des broches optimisées pour le THR.
Conception de l’espace libre et des broches
Un espace libre par rapport à la carte permet à la pâte de remonter par capillarité et améliore la circulation de l’air. La longueur des broches doit être soigneusement calibrée : trop longue, elle provoque des défauts dus à l’extrusion de pâte ; trop courte, les liaisons ne répondent pas aux critères IPC‑610.
Conception du pochoir à pâte
Assurez-vous que la pâte remplit correctement les trous : une pâte à haute viscosité permet de remplir les trous et d’éviter les vides, comme recommandé dans
LIEN‑PP’la documentation technique de soutien THR de ’s.
.
Profil de refusion
Utilisez une courbe contrôlée de montée en température–palier–pic–refroidissement. Assurez-vous que la pâte atteint la température liquidus, ce qui active le flux et évite tout choc thermique aux composants.
.
Inspection et normes
Finalisez le contrôle qualité à l’aide de l’inspection optique automatisée (AOI), de la radiographie X et des critères IPC-610. Les joints THR doivent présenter une couverture de soudure ≥ 75 % avec < 30 % de vides.
.
📦 Connecteurs LINK-PP prêts pour THR
LINK-PP conçoit plusieurs connecteurs RJ45 compatibles avec la technologie THR, notamment le
LPJG0926HENLS4R
RJ45 PoE+
dotés de :
un boîtier résistant aux hautes températures (PA46 + 30 % de verre)
capable de supporter une refusion à 260 °C pendant 10 s.
.une hauteur de support de 1,25 mm
permettant une circulation d’air optimale et un écoulement adéquat de la pâte.
.une longueur de broche de 2,40 mm
adaptée aux cartes PCB standard de 1,6 mm.
.Une compatibilité avec les pâtes à haute viscosité
, réduisant les vides et améliorant la fiabilité des joints.
.
Ces caractéristiques garantissent que les connecteurs THR de LINK-PP répondent aux exigences de la norme IPC-610, offrant une grande durabilité et de solides performances électriques dans des environnements sévères.
.
Applications typiques
Réseaux et télécommunications: Les ports RJ45 haute densité profitent de la stabilité mécanique offerte par la technologie THR ainsi que de la rapidité des lignes de montage SMT.
.Industrie et automobile
: La résistance aux vibrations et la tolérance aux fortes intensités de courant sont parfaitement compatibles avec les avantages de la technologie THR.
.Services de fabrication électronique (EMS) et production à grande échelle
: Un seul passage en four à reflow augmente le débit de production et réduit les dépenses en capital.
.
Comparaison synthétique : THR vs. THT vs. SMT
Technologie | Assembly Method | Strengths | Limitations |
|---|---|---|---|
THT | Plombages + soudage par vague | Joints mécaniques extrêmement robustes | Main-d’œuvre manuelle, pas d’intégration SMT |
SMT | Pâte + reflow | Compact, rapide et automatisé | Moins de résistance mécanique |
Le THR | Pâte + reflow (trou) | Efficacité mécanique et automatisée | Nécessite des composants homologués THR et des ajustements du procédé |
Pourquoi choisir le THR ?
Le THR établit un équilibre convaincant : il conserve la résilience mécanique des montages à travers-trou tout en tirant parti du procédé de reflow rapide et automatisé de la technologie SMT. Pour les cartes de circuits imprimés comportant plusieurs composants — notamment celles intégrant des connecteurs lourds tels que RJ45— le THR constitue le choix stratégique.
Lorsque vous utilisez la série RJ45 optimisée pour le THR de LINK‑PP, vous garantissez un brasage fiable, une qualité constante et des flux de production rationalisés — le tout soutenu par une conception rigoureuse et des normes certifiées par l’industrie.
🏁 Conclusion
Soudage par reprise à travers trou (THR) est une technologie de soudure hybride tournée vers l’avenir qui offre le meilleur des deux mondes : des joints mécaniques durables et un assemblage SMT à haute efficacité. En concevant spécifiquement pour le THR — au niveau des composants, des cartes de circuits imprimés, des pâtes et des procédés — les fabricants peuvent réduire leurs coûts, améliorer leurs rendements et offrir une fiabilité accrue.
Chez LINK‑PP, les composants compatibles THR incarnent cette philosophie. Du choix des matériaux à la géométrie des entretoises et à la compatibilité avec les pâtes, chaque détail favorise un procédé de reflow plus fluide et des produits finaux plus solides. Découvrez les solutions THR de LINK‑PP — conçues pour la performance, pensées pour l’industrialisation et prêtes pour les environnements exigeants de demain.
FAQ
Quel est l’avantage principal du brasage à travers-trou par reflow ?
Vous pouvez souder simultanément des composants à travers-trou et des composants montés en surface dans un seul et même procédé. Cette méthode permet de gagner du temps et d’accroître l’efficacité de votre chaîne de montage.
Quels types de composants conviennent le mieux au brasage à travers-trou par reflow ?
Vous devez utiliser des composants capables de supporter des températures élevées. La plupart des connecteurs, interrupteurs et condensateurs de grande capacité fonctionnent bien avec ce procédé.
Que se passe-t-il si vous appliquez trop peu de pâte à souder ?
Vous risquez d’obtenir des joints faibles ou un remplissage incomplet des trous. Vérifiez toujours le volume de pâte afin d’assurer des liaisons soudées solides et fiables.
Voir aussi
Guide complet sur la technologie à travers-trou expliquée
Exploration des dispositifs montés en surface et de leur rôle dans l’électronique
Décryptage de la signification et de l’importance de la technologie SMT