Hàn lại bằng lò nung cho linh kiện xuyên lỗ (Through‑Hole Reflow Soldering), còn được gọi là phương pháp “chân cắm vào kem hàn” (pin-in-paste) hoặc hàn xâm nhập (intrusive soldering), cho phép bạn hàn cả linh kiện xuyên lỗ và linh kiện gắn bề mặt trong một quy trình hàn lại duy nhất. Hàn lại bằng lò nung cho linh kiện xuyên lỗ (THR) cung cấp chính xác điều này: một quy trình lai ghép kết hợp độ bền của Công nghệ xuyên lỗ (THT) với tốc độ và tính tự động hóa của Công nghệ gắn bề mặt (SMT). Phương pháp này hoạt động tốt trên dây chuyền lắp ráp SMT. Các báo cáo thị trường cho thấy việc hàn lại bằng lò nung, bao gồm cả ứng dụng cho linh kiện xuyên lỗ, nâng cao hiệu quả và ngày càng được áp dụng rộng rãi trong sản xuất điện tử.
Bối cảnh: Vì sao THR lại quan trọng
THT (Công nghệ xuyên lỗ) yêu cầu đưa chân linh kiện qua các lỗ trên bảng mạch in (PCB) rồi hàn từ phía mặt dưới. Phương pháp này tạo ra các liên kết cơ học chắc chắn, rất phù hợp cho các đầu nối, linh kiện công suất hoặc môi trường chịu tải cao.
SMT (Công nghệ gắn bề mặt) đặt linh kiện lên bề mặt bảng mạch bằng kem hàn và hàn lại trong lò — hiệu quả, chính xác và thích hợp cho xu hướng thu nhỏ linh kiện.
THR kết hợp cả hai phương pháp: các linh kiện kiểu THT được thiết kế để có thể hàn lại bằng lò nung cùng với các linh kiện SMT, cho phép một quy trình sản xuất đơn giản và liền mạch mà không cần sử dụng hàn sóng.
Tổng quan quy trình THR
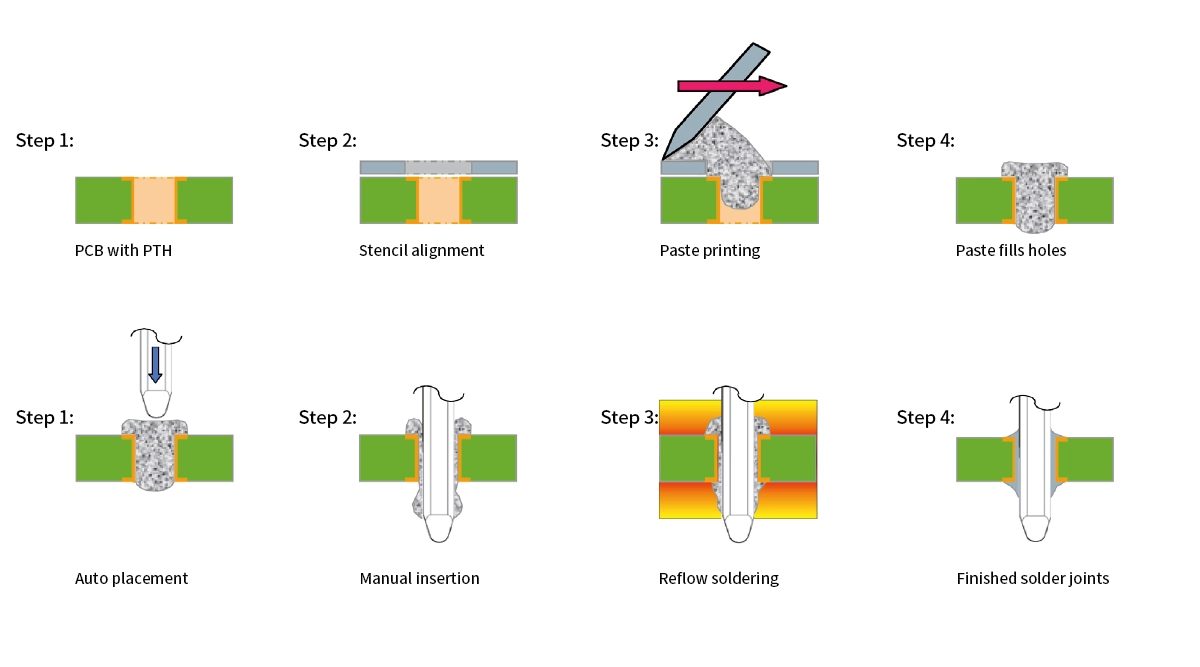
Hàn lại bằng lò nung cho linh kiện xuyên lỗ tích hợp liền mạch vào các dây chuyền sản xuất SMT tiêu chuẩn. Quy trình điển hình bao gồm các bước sau:
Bước 1: Bảng mạch in (PCB) được chế tạo với các lỗ mạ xuyên (plated-through holes – PTH), để đảm bảo lớp kim loại hóa đầy đủ cho việc hàn.
Bước 2: Trên dây chuyền SMT, bảng mạch được căn chỉnh dưới khuôn in kem hàn để chuẩn bị cho công đoạn in.
Bước 3–4: Trong giai đoạn in kem hàn, kem hàn được áp dụng qua khuôn in, phủ lên cả các pad gắn bề mặt lẫn một phần lọt vào các lỗ PTH.
Bước 5–6: Linh kiện được đặt vào vị trí bằng máy đặt linh kiện tự động (pick-and-place). Các linh kiện gắn bề mặt (SMD) được đặt ở vị trí đầu tiên. Nếu máy không có khả năng lắp các linh kiện xuyên lỗ, chúng sẽ được chèn thủ công sau khi các linh kiện dán bề mặt (SMD) đã được lắp. Các chân linh kiện đi qua các lỗ đã được đổ đầy kem hàn, trong đó một phần kem bám vào các chân, còn phần lớn vẫn nằm bên trong các lỗ.
Các bước 7–8: Sau đó, bảng mạch đi vào lò hàn chảy. Khi nhiệt độ tăng lên, kem hàn nóng chảy và lan tỏa quanh các chân linh kiện cũng như vào thành lỗ mạ đồng. Một mối hàn đáng tin cậy được hình thành nhờ sự tạo thành hợp chất kim loại giữa (IMC) giữa chân linh kiện, kem hàn và lớp mạ đồng bên trong lỗ.
Quy trình tối ưu hóa này cho phép cả linh kiện dán bề mặt (SMD) lẫn linh kiện xuyên lỗ được hàn trong một chu kỳ hàn chảy duy nhất, giảm số bước sản xuất đồng thời đảm bảo các kết nối cơ học và điện học bền vững—đặc biệt quan trọng đối với các linh kiện yêu cầu độ tin cậy cao như bộ nối RJ45 tương thích THR của LINK-PP.
Lợi ích của công nghệ THR
Độ bền cơ học
Các chân xuyên lỗ neo vào bảng mạch, cố định các linh kiện lớn hoặc chịu ứng suất cao—như bộ nối RJ45—chống lại rung động và thao tác cơ học.Lắp ráp một bước
THR loại bỏ quy trình hàn sóng, cho phép các linh kiện SMT và THR được xử lý đồng thời trên dây chuyền hàn chảy—tiết kiệm thời gian, giảm lao động và cắt giảm chi phí.Khả năng mở rộng
Nhờ tận dụng dây chuyền SMT tự động, THR phù hợp cả với các lô sản xuất nhỏ lẫn lớn—lý tưởng cho các nhà cung cấp dịch vụ EMS và các nhà sản xuất thiết bị gốc (OEM) có đa dạng khối lượng sản xuất.
Các yếu tố cần cân nhắc trong thiết kế & thực hành tốt nhất
Thành công với THR phụ thuộc vào việc thiết kế bảng mạch và linh kiện một cách kỹ lưỡng:
Yêu cầu đối với linh kiện
Vật liệu phải chịu được nhiệt độ hàn chảy (thường lên tới 260 °C). Bộ nối RJ45 hỗ trợ PoE+ LPJG0926HENLS4R của LINK-PP sử dụng nhựa nhiệt dẻo chịu nhiệt cao và các chân được tối ưu hóa cho công nghệ THR.
Khoảng cách nâng chân & thiết kế chân
Khoảng cách nâng chân so với bảng mạch cho phép kem hàn thấm lên và cải thiện lưu thông khí. Chiều dài chân phải được hiệu chỉnh cẩn thận—quá dài sẽ gây ra hiện tượng tràn kem hàn dẫn đến lỗi; quá ngắn sẽ khiến mối hàn không đạt tiêu chuẩn IPC-610.
Thiết kế khuôn in kem hàn
Đảm bảo keo dán trám đầy đủ: keo dán độ nhớt cao giúp lấp đầy lỗ và ngăn ngừa khoảng trống, như được khuyến nghị trong
LINK‑PP’tài liệu hỗ trợ THR của ’s.
.
Hồ sơ tái chảy (Reflow Profile)
Sử dụng đường cong tăng nhiệt–giữ nhiệt–đạt đỉnh–làm nguội có kiểm soát. Đảm bảo keo dán đạt nhiệt độ nóng chảy (liquidus), kích hoạt chất trợ chảy và tránh sốc nhiệt cho các linh kiện.
.
Kiểm tra & Tiêu chuẩn
Đảm bảo chất lượng cuối cùng bằng thiết bị kiểm tra quang học tự động (AOI), chụp X-quang và tiêu chuẩn IPC-610. Các mối hàn THR phải đạt độ phủ chì ≥75 % với tỷ lệ khoảng trống <30 %.
.
📦 Bộ nối dây LINK‑PP tương thích với công nghệ THR
LINK‑PP thiết kế nhiều bộ nối RJ45 tương thích với công nghệ THR—đặc biệt là
LPJG0926HENLS4R
RJ45 hỗ trợ PoE+
—với các đặc điểm sau:
Vỏ bọc chịu nhiệt cao (PA46 + 30 % sợi thủy tinh)
Chịu được quá trình tái chảy ở 260 °C trong 10 giây.
.Khoảng cách nâng (stand-off) 1,25 mm
để đảm bảo lưu thông không khí và dòng chảy keo dán.
.Chiều dài chân nối 2,40 mm
phù hợp với bảng mạch in (PCB) tiêu chuẩn dày 1,6 mm.
.Tương thích với keo dán độ nhớt cao
, giảm thiểu khoảng trống và nâng cao độ tin cậy của mối hàn.
.
Các tính năng này đảm bảo bộ nối THR của LINK‑PP đáp ứng tiêu chuẩn IPC‑610, mang lại độ bền cao và hiệu năng điện vượt trội trong môi trường khắc nghiệt.
.
Ứng dụng điển hình
Mạng và Viễn thông: Các cổng RJ45 mật độ cao được hưởng lợi từ độ ổn định cơ học của công nghệ THR kết hợp với tốc độ dây chuyền hàn SMT.
.Công nghiệp & Ô tô
: Khả năng chống rung và chịu dòng điện cao phù hợp rất tốt với những ưu điểm nổi bật của công nghệ THR.
.Dịch vụ sản xuất điện tử (EMS) & Sản xuất quy mô lớn
: Một lần tái chảy duy nhất giúp tăng năng suất và giảm chi phí đầu tư ban đầu.
.
So sánh nhanh: THR so với THT so với SMT
Công nghệ | Phương pháp lắp ráp | Ưu điểm | Hạn chế |
|---|---|---|---|
THT | Chân dẫn + hàn sóng | Các mối nối cơ học cực kỳ chắc chắn | Lao động thủ công, không tích hợp được với SMT |
SMT | Kính dán + hàn chảy | Gọn nhẹ, nhanh chóng, tự động hóa | Độ bền cơ học thấp hơn |
THR | Kính dán + hàn chảy (lỗ) | Hiệu quả cơ học + tự động hóa | Yêu cầu linh kiện đạt chuẩn THR và điều chỉnh quy trình |
Tại sao nên chọn THR?
THR mang lại sự cân bằng ấn tượng: vừa duy trì độ bền cơ học của phương pháp gắn xuyên lỗ, vừa tận dụng quy trình hàn chảy nhanh và tự động hóa cao của SMT. Đối với các bảng mạch in (PCB) đa thành phần—đặc biệt là những PCB có chứa các đầu nối nặng như RJ45—THR là lựa chọn chiến lược.
Khi bạn sử dụng chuỗi RJ45 tối ưu cho THR của LINK‑PP, bạn đảm bảo quá trình hàn tin đáng tin cậy, chất lượng đồng đều và quy trình sản xuất trơn tru—tất cả đều được hỗ trợ bởi thiết kế kỹ lưỡng và tiêu chuẩn đã được chứng nhận trong ngành.
🏁 Kết luận
Hàn lại bằng lò nung cho linh kiện xuyên lỗ (THR) là công nghệ hàn lai tiên tiến, mang đến những ưu điểm tốt nhất từ cả hai phương pháp: các mối nối cơ học bền vững và lắp ráp SMT hiệu suất cao. Bằng cách thiết kế phù hợp với THR—ở cấp độ linh kiện, bảng mạch in (PCB), kính dán và quy trình—các nhà sản xuất có thể giảm chi phí, nâng cao tỷ lệ sản phẩm đạt chuẩn và tăng độ tin cậy tổng thể.
Tại LINK‑PP, các linh kiện hỗ trợ THR là hiện thân rõ nét của triết lý này. Từ việc lựa chọn vật liệu, hình dạng khoảng cách nâng chân (stand‑off geometry) đến khả năng tương thích với kính dán, từng chi tiết đều góp phần tạo ra quy trình hàn chảy trơn tru hơn và sản phẩm cuối cùng chắc chắn hơn. Khám phá các giải pháp THR của LINK‑PP—được xây dựng để vận hành hiệu quả, thiết kế để mở rộng quy mô và sẵn sàng đáp ứng các môi trường làm việc chịu tải cao trong tương lai.
FAQ
Ưu điểm chính của công nghệ hàn chảy xuyên lỗ (Through‑Hole Reflow Soldering) là gì?
Bạn có thể hàn cả linh kiện xuyên lỗ và linh kiện dán bề mặt trong một quy trình duy nhất. Phương pháp này giúp tiết kiệm thời gian và nâng cao hiệu suất trên dây chuyền lắp ráp của bạn.
Loại linh kiện nào phù hợp nhất với công nghệ hàn chảy xuyên lỗ (Through‑Hole Reflow Soldering)?
Bạn nên sử dụng các linh kiện có khả năng chịu nhiệt độ cao. Phần lớn đầu nối, công tắc và tụ điện cỡ lớn đều hoạt động tốt với quy trình này.
Điều gì xảy ra nếu bạn dùng quá ít kính dán?
Bạn có thể gặp phải các mối nối yếu hoặc lỗ không được lấp đầy hoàn toàn. Luôn kiểm tra thể tích kính dán để đảm bảo các mối nối hàn chắc chắn và đáng tin cậy.
Xem Thêm
Hướng dẫn toàn diện về Công nghệ xuyên lỗ (Through-Hole Technology)
Khám phá các Thiết bị dán bề mặt (Surface-Mount Devices) và vai trò của chúng trong lĩnh vực điện tử