A soldagem por refluxo com furos passantes, também chamada de “pin-in-paste” ou soldagem intrusiva, permite soldar componentes com furos passantes e componentes de montagem em superfície em um único processo de refluxo. Soldagem por refluxo com furos passantes (THR) oferece exatamente isso: um processo híbrido que une a durabilidade da tecnologia de furos passantes (THT) com a velocidade e automação da tecnologia de montagem em superfície (SMT). Este método funciona bem com linhas de montagem SMT. Relatórios de mercado indicam que a soldagem por refluxo, incluindo aplicações com furos passantes, aumenta a eficiência e tem uso crescente na fabricação de eletrônicos.
Contexto: Por que a THR é importante
THT (tecnologia de furos passantes) envolve inserir os terminais dos componentes nos furos da placa de circuito impresso (PCB) e soldá-los na face inferior. Esse método fornece interconexões mecânicas robustas, ideais para conectores, componentes de potência ou ambientes de alta tensão mecânica.
SMT (tecnologia de montagem em superfície) posiciona os componentes sobre a superfície da placa com pasta de solda e os submete ao processo de refluxo em forno — eficiente, preciso e adequado à miniaturização.
THR combina ambos: componentes no estilo THT são projetados para serem soldados por refluxo juntamente com peças SMT, permitindo um único fluxo de produção otimizado, sem necessidade de soldagem por onda.
Visão geral do processo THR
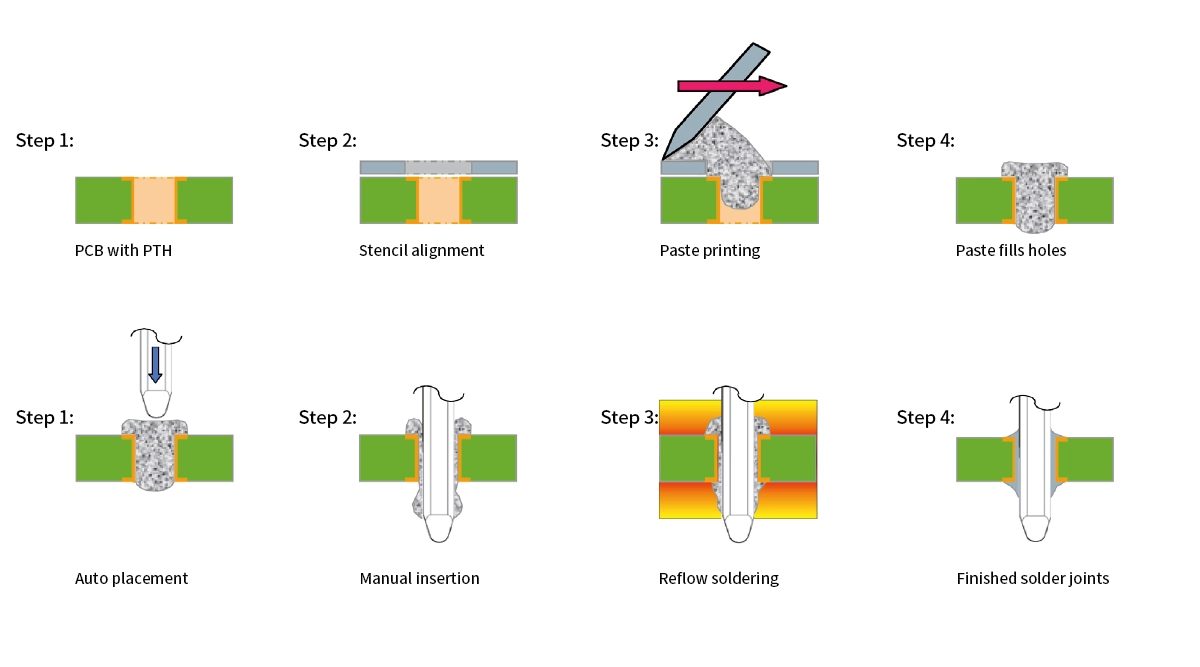
A soldagem por refluxo com furos passantes integra-se perfeitamente às linhas de produção SMT padrão. O fluxo de trabalho típico inclui as seguintes etapas:
Etapa 1: A PCB é fabricada com furos metalizados (PTH), garantindo metalização adequada para a soldagem.
Etapa 2: Na linha SMT, a placa é alinhada sob uma máscara de aplicação de pasta de solda, preparando-se para a impressão.
Etapas 3–4: Durante a etapa de impressão da pasta de solda, esta é aplicada sobre a máscara, preenchendo tanto os pads de montagem em superfície quanto parcialmente os PTHs.
Etapas 5–6: Os componentes são posicionados por meio de uma máquina automatizada de pick-and-place. Dispositivos de montagem em superfície (SMDs) são posicionados primeiro. Se a máquina não for capaz de colocar os componentes de montagem em furo, eles são inseridos manualmente após os SMDs. As pernas passam pelos orifícios preenchidos com pasta de solda, onde parte da pasta adere aos pinos, enquanto a maior parte permanece dentro dos orifícios.
Etapas 7–8: A placa entra então no forno de refusão. À medida que a temperatura aumenta, a pasta de solda derrete e flui ao redor das pernas dos componentes e pelas paredes dos orifícios metalizados. Uma junção de solda confiável é formada pela criação de um composto intermetálico (IMC) entre a perna do componente, a solda e o revestimento de cobre no interior do orifício.
Esse processo simplificado permite soldar tanto componentes SMD quanto componentes de montagem em furo em um único ciclo de refusão, reduzindo etapas de fabricação e garantindo conexões mecânicas e elétricas robustas — particularmente importantes para peças de alta confiabilidade, como os conectores RJ45 compatíveis com THR da LINK-PP.
Benefícios do THR
Integridade Mecânica
As pernas de montagem em furo fixam-se na placa, assegurando componentes maiores ou sujeitos a altas tensões — como conectores RJ45 — contra vibrações e manuseio.Montagem em Uma Etapa
O THR elimina a soldagem por onda, permitindo que componentes SMT e THR sejam processados juntos na linha de refusão — economizando tempo, reduzindo mão de obra e cortando custos.Escalabilidade
Ao aproveitar linhas automatizadas de SMT, o THR é adequado tanto para pequenas quanto para grandes séries de produção — ideal para prestadores de serviço de EMS e OEMs com volumes mistos.
Considerações de Projeto e Melhores Práticas
O sucesso com o THR depende de um projeto cuidadoso da PCB e dos componentes:
Requisitos dos Componentes
Os materiais devem suportar temperaturas de refusão (normalmente até 260 °C). A conexão RJ45 PoE+ LPJG0926HENLS4R da LINK-PP utiliza termoplásticos de alta temperatura e pernas otimizadas para THR.
Distância da Placa e Projeto das Pernas
Uma distância da placa permite que a pasta seja absorvida e melhore o fluxo de ar. O comprimento dos pinos deve ser calibrado com precisão — muito longo, e a extrusão da pasta causa defeitos; muito curto, e as junções não atendem aos critérios IPC-610.
Projeto da Estêncil de Pasta
Certifique-se de que a pasta preenche adequadamente: pasta de alta viscosidade ajuda a preencher furos e evita vazios, conforme recomendado na LINK-PP’literatura de suporte THR da .
Perfil de Refusão
Utilize uma curva controlada de rampa–imersão–pico–resfriamento. Certifique-se de que a pasta atinja a temperatura líquida, ativando o fluxo e evitando choque térmico aos componentes.
Inspeção e Normas
Finalize a qualidade utilizando AOI, raio X e os critérios IPC-610. As junções THR devem apresentar cobertura de solda ≥75 % com <30 % de vazios.
📦 Conectores LINK-PP prontos para THR
A LINK-PP projeta diversos conectores RJ45 compatíveis com THR — especialmente o LPJG0926HENLS4R RJ45 PoE+— com:
Invólucro de alta temperatura (PA46 + 30 % de vidro) capaz de suportar reflow a 260 °C por 10 s.
Distância de isolamento de 1,25 mm para fluxo de ar e de pasta.
Comprimento dos pinos de 2,40 mm adequado para placas de circuito impresso (PCB) típicas de 1,6 mm.
Compatibilidade com pasta de alta viscosidade, reduzindo vazios e melhorando a confiabilidade das junções.
Esses recursos garantem que os conectores THR da LINK-PP atendam à norma IPC-610, oferecendo alta durabilidade e excelente desempenho elétrico em ambientes severos.
Aplicações típicas
Redes e Telecomunicações: Portas RJ45 de alta densidade se beneficiam da estabilidade mecânica do THR, além da velocidade das linhas SMT.
Industrial e Automotivo: Resistência à vibração e tolerância a altas correntes combinam-se bem com os pontos fortes do THR.
EMS e Produção em Alta Volume: Um único ciclo de reflow aumenta a produtividade e reduz os investimentos de capital.
THR vs. THT vs. SMT em um relance
Tecnologia | Método de Montagem | Pontos Fortes | Limitações |
|---|---|---|---|
THT | Terminais + soldagem por onda | Juntas mecânicas extremamente robustas | Mão de obra manual, sem integração SMT |
SMT | Pasta + refusão | Compacto, rápido e automatizado | Menor durabilidade mecânica |
THR | Pasta + refusão (furo) | Eficiência mecânica + automatizada | Exige componentes compatíveis com THR e ajustes no processo |
Por que escolher o THR?
O THR atinge um equilíbrio atraente: mantém a resistência mecânica das montagens em furo passante, ao mesmo tempo que aproveita o processo rápido e automatizado de refusão da tecnologia SMT. Para PCBs com múltiplos componentes — especialmente aquelas que incluem conectores pesados como RJ45— o THR é a escolha estratégica.
Quando você usa a série RJ45 otimizada para THR da LINK‑PP, garante uma soldagem confiável, qualidade consistente e fluxos de produção simplificados — tudo respaldado por um projeto rigoroso e padrões certificados pela indústria.
🏁 Conclusão
Soldagem por refluxo com furos passantes (THR) é uma tecnologia de soldagem híbrida voltada para o futuro que oferece o melhor dos dois mundos: juntas mecânicas duráveis e montagem SMT de alta eficiência. Ao projetar para THR — no nível do componente, da placa de circuito impresso (PCB), da pasta e do processo — os fabricantes podem reduzir custos, melhorar os índices de produção e oferecer maior confiabilidade.
Na LINK‑PP, os componentes compatíveis com THR exemplificam essa filosofia. Desde a seleção de materiais até a geometria do espaçador e a compatibilidade com pasta, cada detalhe apoia um processo de refusão mais suave e produtos finais mais resistentes. Descubra as soluções THR da LINK‑PP — desenvolvidas para desempenho, projetadas para escala e prontas para os ambientes de alta exigência do futuro.
Perguntas Frequentes
Qual é a principal vantagem da soldagem por refusão em furo passante?
É possível soldar componentes em furo passante e de montagem em superfície em um único processo. Esse método economiza tempo e aumenta a eficiência na sua linha de montagem.
Quais tipos de componentes funcionam melhor com a soldagem por refusão em furo passante?
Você deve usar componentes capazes de suportar altas temperaturas. A maioria dos conectores, interruptores e capacitores grandes funciona bem com esse processo.
O que acontece se você usar pouca pasta de solda?
Pode ocorrer formação de juntas fracas ou preenchimento incompleto do furo. Verifique sempre o volume de pasta para garantir conexões de solda fortes e confiáveis.
Veja Também
Um guia abrangente sobre tecnologia em furo passante explicada
Explorando dispositivos de montagem em superfície e seu papel na eletrônica
Decodificando o significado e a importância da tecnologia SMT