スルーホールリフローはんだ付け(Through‑Hole Reflow Soldering)は、別名「ピンインペースト(pin-in-paste)」または「侵入型はんだ付け(intrusive soldering)」とも呼ばれ、スルーホール部品と表面実装部品を1回のリフロー工程で同時にはんだ付けできます。. スルーホールリフローはんだ付け(THR) まさにこれを実現します:すなわち、 スルーホール技術(THT) の耐久性と、 表面実装技術(SMT). の高速性および自動化を融合させたハイブリッドプロセスです。この手法はSMT組立ラインとの親和性が高く、市場調査によれば、スルーホール応用を含むリフローはんだ付けは、電子機器製造における効率向上をもたらし、その採用が拡大しています。.
背景:なぜTHRが重要なのか
THT(スルーホール技術) は、部品のリードをプリント基板(PCB)の穴に挿入し、裏面からはんだ付けする方法です。この方法により、 頑健な機械的接続, が得られ、コネクターや電源部品、あるいは高負荷環境への適用に最適です。.
SMT(表面実装技術) は、はんだペーストを基板表面に塗布し、部品を配置した後、リフローオーブンで加熱してはんだ付けする手法であり、効率的・高精度・小型化対応に優れています。.
THR は両者を統合したもので、THT方式の部品をSMT部品とともにリフローはんだ付け可能に設計することで、ウェーブはんだ付けを必要としない、単一かつ効率的な生産フローを実現します。.
THRプロセスの概要
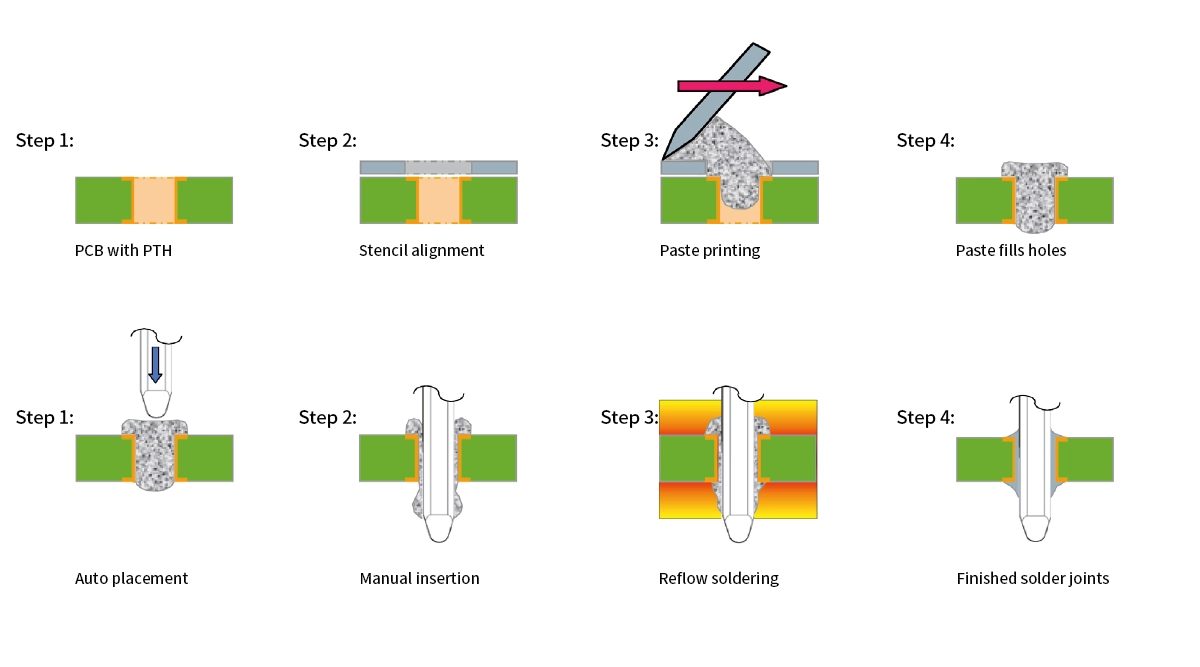
スルーホールリフローはんだ付けは、標準的なSMT生産ラインにシームレスに統合されます。典型的なワークフローは以下のステップで構成されます:
ステップ1: PCBは、 プレーテッドスルーホール(PTH), を備えて製造され、はんだ付けに必要な適切な金属被覆が確保されます。.
ステップ2: SMTライン上で、基板をはんだペースト用ステンシルの下で位置合わせし、印刷の準備を行います。.
ステップ3~4: はんだペースト印刷工程において、ステンシル全体にペーストが塗布され、表面実装パッドだけでなく、PTHの一部にもペーストが充填されます。.
ステップ5~6: 自動ピック&プレース機により部品が配置されます。. 表面実装デバイス(SMD) まず配置されます。機械が貫通穴部品(スルーホール・コンポーネント)を実装できない場合、SMD実装後に手作業で挿入します。リードは、はんだペーストで満たされた穴を通過し、一部のペーストがピンに付着する一方、大部分は穴内に残留します。.
手順7~8: 基板はその後リフロー炉に入ります。温度が上昇すると、はんだペーストが溶融し、部品リード周囲およびめっき済み穴壁内部へと流動します。部品リード、はんだ、および穴内の銅めっきの間に金属間化合物(IMC)が形成されることで、信頼性の高いはんだ接合が得られます。.
この効率化されたプロセスにより、SMD部品および貫通穴部品を単一のリフローサイクルで実装可能となり、製造工程を削減しつつ、堅牢な機械的・電気的接続を確保します。これは特に、LINK-PP社のTHR対応RJ45コネクタなどの高信頼性部品にとって極めて重要です。.
THRのメリット
機械的強度
貫通穴リードは基板に固定され、RJ45コネクタなどの大型または高応力部品を振動および取り扱いに対して確実に固定します。.1工程での実装
THRはウェーブはんだ付けを不要とし、SMT部品およびTHR対応部品を同一リフローライン上で同時に処理可能にします。これにより、時間と人件費が削減され、コストも大幅に低減されます。.拡張性
自動化SMTラインを活用することで、THRは小規模から大規模までの生産に対応可能であり、EMSプロバイダおよび多様な生産量を扱うOEMメーカーに最適です。.
設計上の検討事項およびベストプラクティス
THRの成功は、PCBおよび部品の設計・エンジニアリングに配慮した取り組みに依存します:
部品要件
材料はリフロー温度(通常最大260 °C)に耐える必要があります。LINK‑PP社の LPJG0926HENLS4R PoE+ RJ45コネクタ は、高温耐性熱可塑性樹脂およびTHR向けに最適化されたリードを採用しています。.
スタンドオフおよびリード設計
基板からのスタンドオフにより、ペーストのワッキングおよび空気の流れが改善されます。ピン長は慎重に調整する必要があります。長すぎるとペーストの押し出しによる欠陥が発生し、短すぎるとIPC‑610基準を満たさない接合になります。.
ペーストステンシル設計
ペーストが適切に充填されることを確認してください:高粘度ペーストは穴を埋め、空隙(ボイド)の発生を防ぐのに役立ちます(THRサポート文献で推奨されています)。 LINK‑PP’s THRサポート文献。 .
リフロー・プロファイル
制御されたラムプ–ソーキング–ピーク–クール曲線を使用してください。ペーストが液体化温度(リキダス)に達し、フラックスが活性化され、部品への熱衝撃が回避されるようご注意ください。.
検査および規格
AOI、X線検査、およびIPC-610基準を用いて品質を最終確認します。THR接合部では、溶接被覆率が≥75 %以上、空隙率が<30 %以下である必要があります。.
📦 LINK-PPのTHR対応コネクタ
LINK-PP社は、THR対応RJ45コネクタを複数設計しています。特に、 LPJG0926HENLS4R PoE+ RJ45は以下の特長を備えています:
高耐熱ハウジング(PA46+30 %ガラス繊維) 260 °Cでのリフローに10秒間耐えられます。.
25 mmのスタンドオフ (通気性およびペースト流動性の確保のため)。.
40 mmのピン長さ (一般的な1.6 mm厚PCBに適合)。.
高粘度ペーストとの互換性, (空隙の低減および接合信頼性の向上)。.
これらの特長により、LINK-PP社のTHRコネクタはIPC-610規格を満たし、過酷な環境下でも高い耐久性と優れた電気的性能を実現します。.
主な用途
ネットワーキングおよび通信:高密度RJ45ポートは、THRの機械的安定性とSMTライン速度の両方の恩恵を受けられます。.
産業用および自動車用:振動耐性および高電流耐性は、THRの強みとよくマッチします。.
EMSおよび大量生産向け:1回のリフロー工程で生産性が向上し、設備投資コストが削減されます。.
THR vs. THT vs. SMT の比較表
技術 | 組立方式 | 強み | 課題 |
|---|---|---|---|
THT | リード+ウェーブはんだ付け | 極めて頑健な機械的接合部 | 手作業による実装、SMTとの統合不可 |
SMT | ペースト+リフロー | コンパクトで高速・自動化されたプロセス | 機械的耐久性がやや劣る |
THR | ペースト+リフロー(穴付き) | 機械的強度と自動化効率の両立 | THR対応部品および工程の調整を必要とする |
なぜTHRを選ぶべきか?
THRは説得力のあるバランスを実現します:スルーホール実装に由来する機械的耐性を維持しつつ、SMTの高速・自動化リフロープロセスのメリットを活用します。特に、RJ45などの重いコネクタを含む多要素基板においては、 RJ45—THRが戦略的な選択です。.
あなたが使用する際には、 LINK‑PP社のTHR最適化RJ45シリーズ, を採用することで、信頼性の高いはんだ付け、一貫した品質、そして効率化された生産ワークフローを確実に実現できます。これらは厳格な設計および業界認証済みの規格に基づいています。.
🏁 結論
スルーホールリフローはんだ付け(THR) THRは、将来を見据えたハイブリッドはんだ付け技術であり、両者の長所を併せ持っています: 頑健な機械的接合部と高効率なSMT実装. 。THRに対応した設計(部品・基板・ペースト・工程レベル)を導入することで、製造コストの削減、歩留まりの向上、および信頼性の向上が可能になります。.
LINK‑PP社では、THR対応部品がこの哲学を体現しています。材料選定からスタンダオフ形状、ペースト適合性に至るまで、すべての設計要素がスムーズなリフロー工程とより強固な最終製品を支えています。LINK‑PP社のTHRソリューションをご覧ください——性能を追求し、スケールを想定して設計され、今後の高ストレス環境にも即応可能です。.
よくある質問
スルーホールリフローはんだ付けの主な利点は何ですか?
あなたは、スルーホール部品と表面実装部品の両方を1つの工程で半田付けできます。この方法により、組立ラインでの作業時間の短縮と効率向上が図れます。.
スルーホールリフローはんだ付けに最も適した部品の種類は何ですか?
高温に耐える部品をご使用ください。ほとんどのコネクタ、スイッチ、大型コンデンサがこのプロセスに適しています。.
ペーストの量が少なすぎるとどうなりますか?
接合部の強度低下や穴の充填不十分が発生する可能性があります。常にペースト体積を確認し、強固で信頼性の高いはんだ接合を確保してください。.
また参照