La saldatura a rifusione per fori passanti, nota anche come “pin-in-paste” o saldatura intrusiva, consente di saldare contemporaneamente componenti a fori passanti e componenti montati in superficie in un unico processo di rifusione. Saldatura a rifusione per fori passanti (THR) offre esattamente questo: un processo ibrido che unisce la robustezza della tecnologia a fori passanti (THT) con la velocità e l’automazione della tecnologia di montaggio in superficie (SMT). Questo metodo si integra bene nelle linee di assemblaggio SMT. Rapporti di mercato indicano che la saldatura a rifusione, comprese le applicazioni per fori passanti, aumenta l’efficienza e vede un utilizzo crescente nella produzione elettronica.
Contesto: perché la THR è importante
La THT (tecnologia a fori passanti) prevede l’inserimento dei terminali dei componenti nei fori della scheda a circuito stampato (PCB) e la loro saldatura dal lato inferiore. Questo metodo garantisce forti interconnessioni meccaniche, ideali per connettori, componenti di potenza o ambienti ad alta sollecitazione.
La SMT (tecnologia di montaggio in superficie) posiziona i componenti sulla superficie della scheda mediante pasta saldante e li sottopone a rifusione in un forno: un processo efficiente, preciso e adatto alla miniaturizzazione.
La THR combina entrambe le tecnologie: i componenti in stile THT sono progettati per essere saldati a rifusione insieme ai componenti SMT, consentendo un flusso produttivo unificato e semplificato, senza ricorrere alla saldatura a onda.
Panoramica del processo THR
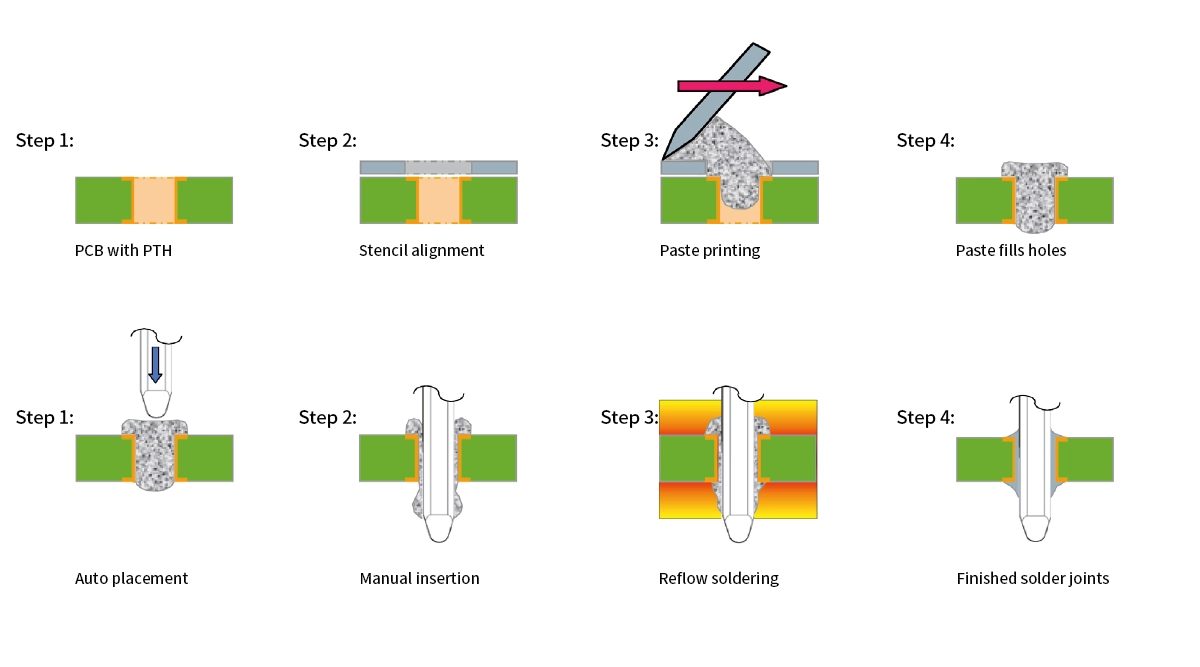
La saldatura a rifusione per fori passanti si integra perfettamente nelle normali linee di produzione SMT. Il flusso di lavoro tipico comprende i seguenti passaggi:
Passo 1: La PCB viene realizzata con fori metallizzati (PTH), garantendo una corretta metallizzazione per la saldatura.
Passo 2: Sulla linea SMT, la scheda viene allineata sotto una maschera per la stampa della pasta saldante, pronta per la fase di stampa.
Passi 3–4: Durante la stampa della pasta saldante, questa viene depositata sulla maschera, riempiendo sia i pad per componenti SMT sia parzialmente i fori PTH.
Passi 5–6: I componenti vengono posizionati mediante una macchina automatica pick-and-place. Dispositivi montati in superficie (SMD) sono posizionati per primi. Se la macchina non è in grado di inserire i componenti a foro passante, questi vengono inseriti manualmente dopo i componenti SMD. I terminali passano attraverso i fori riempiti con pasta saldante, dove una parte della pasta aderisce ai pin, mentre la maggior parte rimane all’interno dei fori.
Passi 7–8: La scheda entra quindi nel forno di rifusione. Man mano che la temperatura aumenta, la pasta saldante fonde e si diffonde intorno ai terminali dei componenti e nelle pareti dei fori metallizzati. Si forma un giunto saldato affidabile grazie alla creazione di un composto intermetallico (IMC) tra il terminale del componente, la saldatura e la placcatura in rame all’interno del foro.
Questo processo ottimizzato consente di saldare sia i componenti SMD che quelli a foro passante in un unico ciclo di rifusione, riducendo le fasi di produzione e garantendo al contempo robusti collegamenti meccanici ed elettrici — particolarmente importanti per componenti ad alta affidabilità come i connettori RJ45 compatibili THR di LINK-PP.
Vantaggi della tecnologia THR
Integrità meccanica
I terminali a foro passante ancorano i componenti alla scheda, fissando quelli più grandi o soggetti a sollecitazioni elevate — come i connettori RJ45 — contro vibrazioni e manipolazioni.Assemblaggio in un’unica fase
La tecnologia THR elimina la saldatura a onda, consentendo di processare insieme sui nastri di rifusione sia i componenti SMT che quelli THR — risparmiando tempo, riducendo la manodopera e abbattendo i costi.Scalabilità
Sfruttando le linee SMT automatizzate, la tecnologia THR si adatta sia a piccole che a grandi serie produttive — ideale per i fornitori di servizi EMS e per gli OEM con produzioni miste.
Considerazioni progettuali e buone pratiche
Il successo della tecnologia THR dipende da un’attenta progettazione della scheda PCB e dei componenti:
Requisiti per i componenti
I materiali devono resistere alle temperature di rifusione (tipicamente fino a 260 °C). I connettori RJ45 PoE+ LPJG0926HENLS4R di LINK‑PP utilizzano termoplastici ad alta temperatura e terminali ottimizzati per la tecnologia THR.
Distanziamento e progettazione dei terminali
Un distanziamento dalla scheda consente alla pasta saldante di risalire per capillarità e migliora il flusso d’aria. La lunghezza dei pin deve essere calibrata con precisione: troppo lunga provoca difetti per estrusione della pasta; troppo corta determina giunti non conformi ai criteri IPC‑610.
Progettazione della maschera per la pasta saldante
Assicurarsi che la pasta riempia adeguatamente: una pasta ad alta viscosità aiuta a riempire i fori e a prevenire vuoti, come raccomandato nella letteratura di supporto THR di LINK‑PP’s. .
Profilo di rifusione
Utilizzare una curva controllata di rampa–soak–picco–raffreddamento. Assicurarsi che la pasta raggiunga la temperatura di liquidus, attivando il flussante ed evitando shock termici ai componenti.
Ispezione e norme
Concludere il controllo qualità mediante AOI, raggi X e criteri IPC‑610. I giunti THR devono presentare una copertura saldata ≥75 % con <30 % di vuoti.
📦 Connettori LINK‑PP pronti per THR
LINK‑PP progetta diversi connettori RJ45 compatibili con THR—in particolare il LPJG0926HENLS4R RJ45 PoE+—con:
Corpo ad alta temperatura (PA46 + 30 % di vetro) in grado di resistere a una rifusione a 260 °C per 10 s.
Distanziatore da 1,25 mm per favorire il flusso d’aria e della pasta.
Lunghezza dei pin da 2,40 mm adatta a schede PCB tipiche da 1,6 mm.
Compatibilità con pasta ad alta viscosità, riducendo i vuoti e migliorando l'affidabilità del giunto.
Queste caratteristiche garantiscono che i connettori THR di LINK‑PP soddisfino la norma IPC‑610, offrendo elevata durata e prestazioni elettriche eccellenti in ambienti severi.
Applicazioni tipiche
Networking e telecomunicazioni: Le porte RJ45 ad alta densità traggono vantaggio dalla stabilità meccanica di THR unita alla velocità delle linee SMT.
Industriale e Automotive: La resistenza alle vibrazioni e la tolleranza a correnti elevate si integrano perfettamente con i punti di forza di THR.
EMS e produzione su larga scala: Un unico passaggio di rifusione aumenta la produttività e riduce le spese in conto capitale.
Confronto rapido: THR vs. THT vs. SMT
Tecnologia | Metodo di assemblaggio | Punti di forza | Limitazioni |
|---|---|---|---|
THT | Terminali + saldatura a onda | Giunzioni meccaniche estremamente robuste | Lavoro manuale, nessuna integrazione con SMT |
SMT | Pasta + rifusione | Compatto, veloce, automatizzato | Minore durabilità meccanica |
La THR | Pasta + rifusione (foro) | Efficienza meccanica + automatizzata | Richiede componenti certificati THR e adeguamenti del processo |
Perché scegliere THR?
THR raggiunge un equilibrio convincente: mantiene la resilienza meccanica dei montaggi a foro passante, sfruttando al contempo il processo rapido e automatizzato di rifusione di SMT. Per PCB con più componenti—specialmente quelli che includono connettori pesanti come RJ45—THR è la scelta strategica.
Quando si utilizza la serie RJ45 ottimizzata per THR di LINK‑PP, si garantisce una saldatura affidabile, una qualità costante e flussi di produzione semplificati—tutto supportato da una progettazione rigorosa e da standard certificati dal settore.
🏁 Conclusione
Saldatura a rifusione per fori passanti (THR) è una tecnologia di saldatura ibrida orientata al futuro che offre il meglio di entrambi i mondi: giunzioni meccaniche durevoli e assemblaggio SMT ad alta efficienza. Progettando per THR—a livello di componente, scheda PCB, pasta e processo—i produttori possono ridurre i costi, migliorare i rendimenti e offrire maggiore affidabilità.
Da LINK‑PP, i componenti abilitati THR incarnano questa filosofia. Dalla selezione dei materiali alla geometria del distanziatore e alla compatibilità con la pasta, ogni dettaglio supporta un processo di rifusione più fluido e prodotti finali più resistenti. Scopri le soluzioni THR di LINK‑PP—progettate per le prestazioni, concepite per la scala e pronte per gli ambienti ad alta sollecitazione del domani.
FAQ
Qual è il principale vantaggio della saldatura a rifusione per componenti a foro passante?
È possibile saldare contemporaneamente componenti a foro passante e a montaggio superficiale in un unico processo. Questo metodo risparmia tempo e aumenta l’efficienza sulla linea di assemblaggio.
Quali tipi di componenti funzionano meglio con la saldatura a rifusione per componenti a foro passante?
Si dovrebbero utilizzare componenti in grado di sopportare alte temperature. La maggior parte dei connettori, degli interruttori e dei condensatori di grandi dimensioni funziona bene con questo processo.
Cosa succede se si utilizza troppa poca pasta saldante?
Potrebbero verificarsi giunzioni deboli o riempimento incompleto dei fori. Controllare sempre il volume di pasta per garantire connessioni saldate solide e affidabili.
Vedi anche
Guida completa alla tecnologia a foro passante spiegata
Esplorazione dei dispositivi a montaggio superficiale e del loro ruolo nell’elettronica
Decodifica del significato e dell’importanza della tecnologia SMT