Por qué el método de soldadura importa para los conectores RJ45
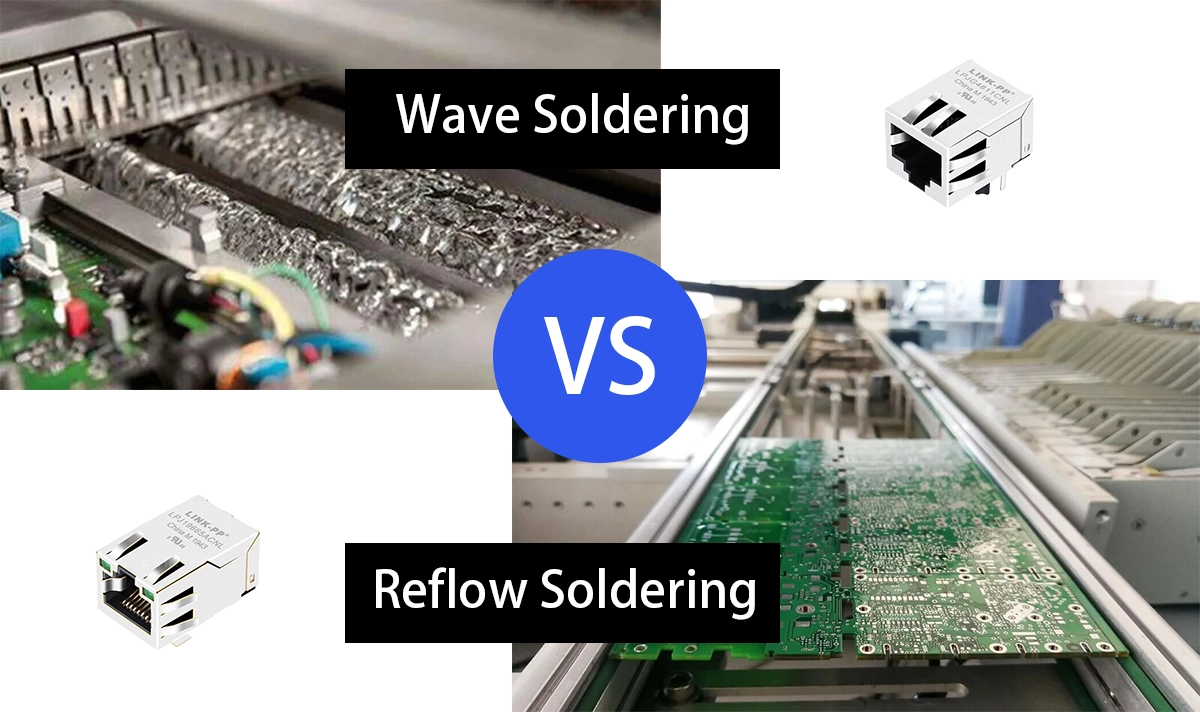
En la fabricación moderna de electrónica, la elección entre soldadura por reflujo and soldadura por onda es crítica, especialmente para componentes como conectores RJ45, que se usan comúnmente en aplicaciones de redes Ethernet. Estos dos métodos de soldadura requieren diseños diferentes de conectores (SMT frente a THT) y tienen implicaciones distintas para la fiabilidad, la eficiencia de producción y el diseño de la placa.
Este artículo describe las diferencias clave entre la soldadura por reflujo y la soldadura por onda para conectores RJ45 y ayuda a los ingenieros a seleccionar el conector adecuado para su diseño y proceso.
Conectores RJ45 SMT frente a THT: definiciones básicas

Type | Descripción | Método de montaje |
|---|---|---|
SMT (Tecnología de montaje en superficie) | Conector RJ45 con terminales de montaje superficial | Soldadura por reflujo |
THT (Tecnología de montaje en orificio pasante) | Conector RJ45 con pines de inserción | Soldadura por ola |
Conectores RJ45 SMT están diseñados para colocación automatizada sobre pads superficiales y son ideales para PCB de alta densidad.
Conectores RJ45 THT usan pines que atraviesan orificios en la PCB y ofrecen mayor resistencia mecánica.
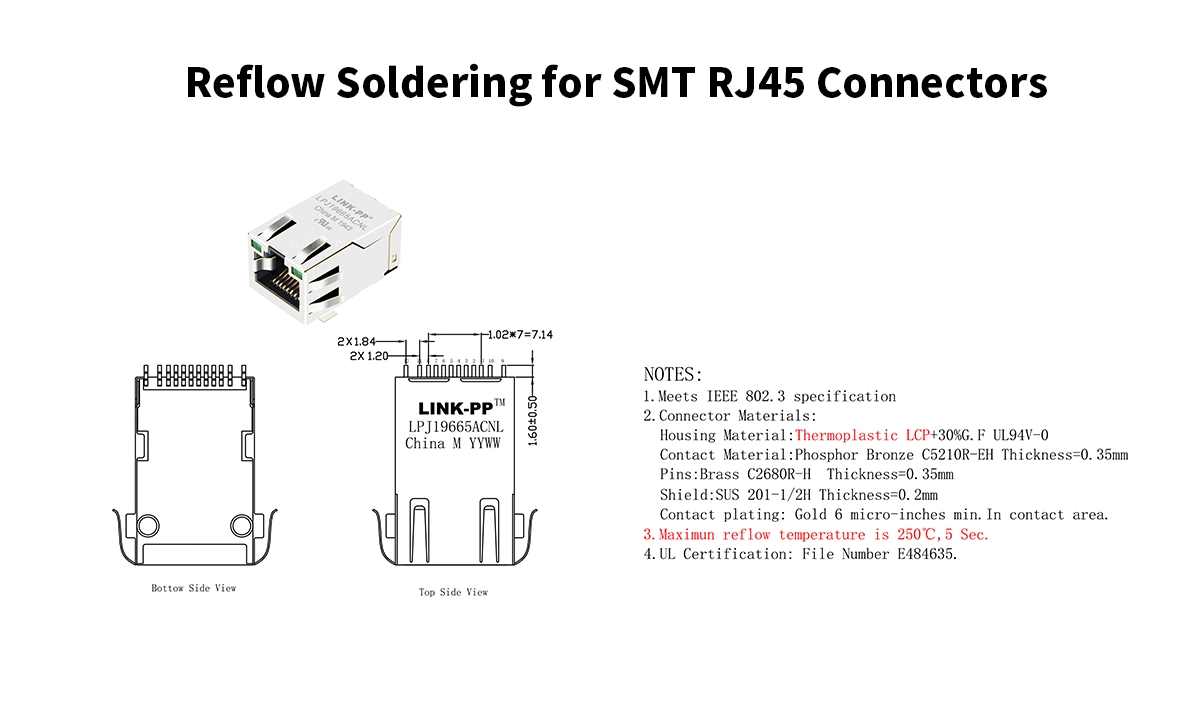
Soldadura por reflujo para conectores RJ45 SMT
Resumen del proceso:
La soldadura por reflujo implica aplicar pasta de soldadura sobre los pads, colocar el conector y calentar el conjunto en un horno controlado donde la soldadura se funde y refluye.
Características clave:
Método de calentamiento: Calentamiento por convección o infrarrojos desde arriba
Temperatura máxima: Normalmente hasta 240–260 °C
Diseño de PCB: Pads superficiales planos; sin orificios metalizados
Requisito de material: Termoplásticos de alta temperatura (p. ej., LCP)
Ventajas:
Admite líneas de ensamblaje SMT completas (sin inserción manual)
Compatible con
colocación automática con pick-and-placeIdeal para diseños según PCB ahorradoras de espacio y multicapa
Consideraciones:
La carcasa del conector debe soportar altas temperaturas.
La resistencia mecánica es menor comparada con los tipos de orificio pasante, por lo tanto pasadores metálicos o bloqueos de placa se usan frecuentemente.
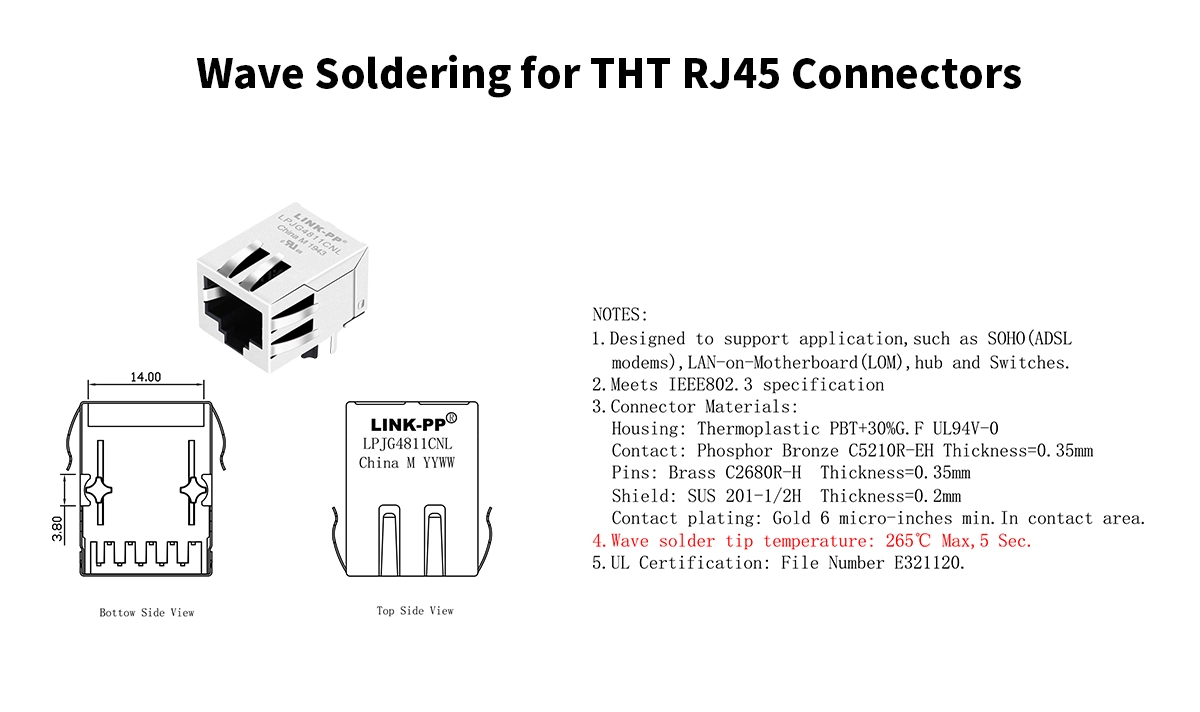
Soldadura por onda para conectores RJ45 THT
Resumen del proceso:
En la soldadura por onda, una PCB con conectores insertados pasa sobre una ola de soldadura fundida, que une los pines a la PCB.
Características clave:
Método de calentamiento: Contacto desde abajo con la ola de soldadura
Temperatura máxima: Alrededor de 250 °C, exposición breve
Diseño de PCB: Orificios metalizados para la inserción de pines
Requisito de material: Resistencia térmica suficiente para el contacto con soldadura
Ventajas:
Fijación mecánica más robusta debido a los pines de orificio pasante
Más fácil de soldar múltiples conectores grandes en un solo paso
Costo de material más bajo para la carcasa del conector
Consideraciones:
Puede requerir inserción previa manual
Menos adecuado para PCB de alta densidad o ensamblaje SMT de doble cara
Tabla comparativa: soldadura por reflujo frente a soldadura por onda para conectores RJ45
Característica | Soldadura por reflujo (SMT) | Soldadura por onda (THT) |
|---|---|---|
Nivel de automatización | Alto (totalmente automatizado) | Medio (la inserción suele ser manual) |
Montaje del conector | Montaje superficial | Montaje en orificio pasante |
Resistencia Mecánica | Moderado (con pines de soporte) | Alto (pines que atraviesan el orificio) |
Tolerancia térmica | Alta (el plástico debe resistir 260 °C) | Moderada (calentamiento localizado) |
Costo de ensamblaje | Más alto para el conector; eficiente para volúmenes grandes | Costo más bajo del conector; mayor mano de obra |
Adecuación para densidad de PCB | Excelente | Limitado |
Buenas prácticas para seleccionar el conector RJ45 adecuado
Al elegir entre conectores RJ45 SMT y THT, considere lo siguiente:
✅ Elija RJ45 SMT si:
Tiene un diseño de PCB de alta densidad
El producto se fabrica en masa mediante líneas SMT
La altura y el perfil del conector son restricciones de diseño
✅ Elija RJ45 THT si:
Su diseño requiere una resistencia mecánica superior
Usa un proceso de ensamblaje híbrido (SMT + THT)
Aplicaciones sensibles al costo toleran la inserción manual
🔗 Productos recomendados por LINK-PP
LPJG0926HENL – RJ45 THT con magnéticos integrados y soporte PoE+
LPJG4811CNL– Conector RJ45 de puerto único con magnéticos integrados 1000Base-T, plástico de alta temperatura para soldadura por reflujo
Conclusión
El proceso de soldadura influye enormemente en la selección del conector RJ45. La soldadura por reflujo con conectores SMT admite líneas de ensamblaje automatizadas y de alta velocidad, así como diseños con restricciones de espacio. La soldadura por onda con conectores THT ofrece durabilidad y fiabilidad para aplicaciones industriales o sensibles al costo.
Comprender estas diferencias garantiza mejores decisiones de diseño, mayores rendimientos de producción y fiabilidad a largo plazo del producto.
Acerca del Autor
Este artículo fue redactado por el Equipo de Ingeniería Técnica de LINK-PP. LINK-PP es una empresa de alta tecnología especializada en la investigación y fabricación de conectores de red. Con más de 20 años de experiencia en la industria, LINK-PP atiende a más de 3.000 clientes globales.
Nuestros ingenieros principales cuentan con formación en ingeniería electrónica y procesos de fabricación SMT, y participan activamente en el diseño estructural y la tecnología de producción de conectores RJ45.
Si tiene preguntas sobre los detalles técnicos o la selección de productos mencionados en este artículo, no dude en contáctenos.