١. لحيم الانصهار عبر الثقوب، والمعروف أيضًا باسم «اللحيم بالدبوس في المعجون» أو «اللحيم الغازي»، يسمح لك بلحيم المكونات التي تُثبَّت عبر الثقوب والمكونات المُركَّبة على السطح في عملية انصهار واحدة. ٢. لحيم الانصهار عبر الثقوب (THR) ٣. يقدم بالضبط هذا: عملية هجينة تجمع بين متانة ٤. تقنية التثبيت عبر الثقوب (THT) ٥. وسرعة التشغيل الآلي لـ ٦. تقنية التركيب السطحي (SMT). ٧. . وتتوافق هذه الطريقة جيدًا مع خطوط تجميع SMT. وتُظهر تقارير السوق أن لحيم الانصهار، بما في ذلك التطبيقات عبر الثقوب، يزيد من الكفاءة ويُستخدم بشكل متزايد في تصنيع الإلكترونيات.
٨. الخلفية: لماذا تهم تقنية THR
٩. THT (تقنية التثبيت عبر الثقوب) ١٠. تتضمن إدخال أطراف المكونات عبر ثقوب لوحة الدوائر المطبوعة (PCB) ولحيمها من الجانب السفلي. وهذه الطريقة توفر ١١. وصلات ميكانيكية قوية, ١٢. ، وهي مثالية للموصِّلات والمكونات القدرة أو البيئات عالية الإجهاد.
١٣. SMT (تقنية التركيب السطحي) ١٤. تضع المكونات على سطح اللوحة باستخدام معجون اللحام ثم تخضع للانصهار في فرن — وهي طريقة فعَّالة ودقيقة ومناسبة للتصغير.
١٥. THR ١٦. تدمج كلا الطريقتين: حيث يتم تجهيز المكونات ذات النمط THT لتُلحَم بالانصهار جنبًا إلى جنب مع أجزاء SMT، مما يمكِّن من تدفق إنتاج واحد مبسَّط دون الحاجة إلى اللحيم بالموجة.
١٧. نظرة عامة على عملية THR
١٨. يتكامل لحيم الانصهار عبر الثقوب بسلاسة في خطوط إنتاج SMT القياسية. ويتضمَّن سير العمل النموذجي الخطوات التالية:
١٩. الخطوة ١: ٢٠. تُصنَّع لوحة الدوائر المطبوعة (PCB) بـ ٢١. ثقوب مطلية بالمعادن (PTH), ٢٢. ، لضمان التمعدن المناسب للحام.
٢٣. الخطوة ٢: ٢٤. على خط SMT، تُوضع اللوحة في وضع المحاذاة تحت قالب معجون اللحام استعدادًا للطباعة.
٢٥. الخطوتان ٣–٤: ٢٦. أثناء مرحلة طباعة معجون اللحام، يُطبَّق المعجون عبر القالب، ليغطي كلًّا من نقاط التوصيل المخصصة للمكونات السطحية (SMD) ويدخل جزئيًّا في الثقوب المطلية بالمعادن (PTH).
٢٧. الخطوتان ٥–٦: ٢٨. تُركَّب المكونات باستخدام آلة آلية لالتقاط ووضع المكونات. ٢٩. الأجهزة المركَّبة على السطح (SMD) ١. تُركَّب أولاً. وإذا كانت الآلة غير قادرة على تركيب المكونات ذات الثقوب العابرة، فيتم إدخالها يدويًّا بعد تركيب المكونات السطحية (SMDs). وتمر الأطراف عبر الثقوب المملوءة بمعجون اللحام، حيث يلتصق جزء من المعجون بالأطراف، بينما يبقى الجزء الأكبر داخل الثقوب.
٢. الخطوات ٧–٨: ٣. ثم تدخل اللوحة فرن إعادة التشكيل (reflow oven). وعند ارتفاع درجة الحرارة، يذوب معجون اللحام ويتدفق حول أطراف المكونات وإلى جدران الثقوب المطلية بالنحاس. ويتكوَّن وصل لحام موثوق به عبر تكوُّن مركب بين المعادن (IMC) بين طرف المكوِّن ومعجون اللحام والطلاء النحاسي داخل الثقب.
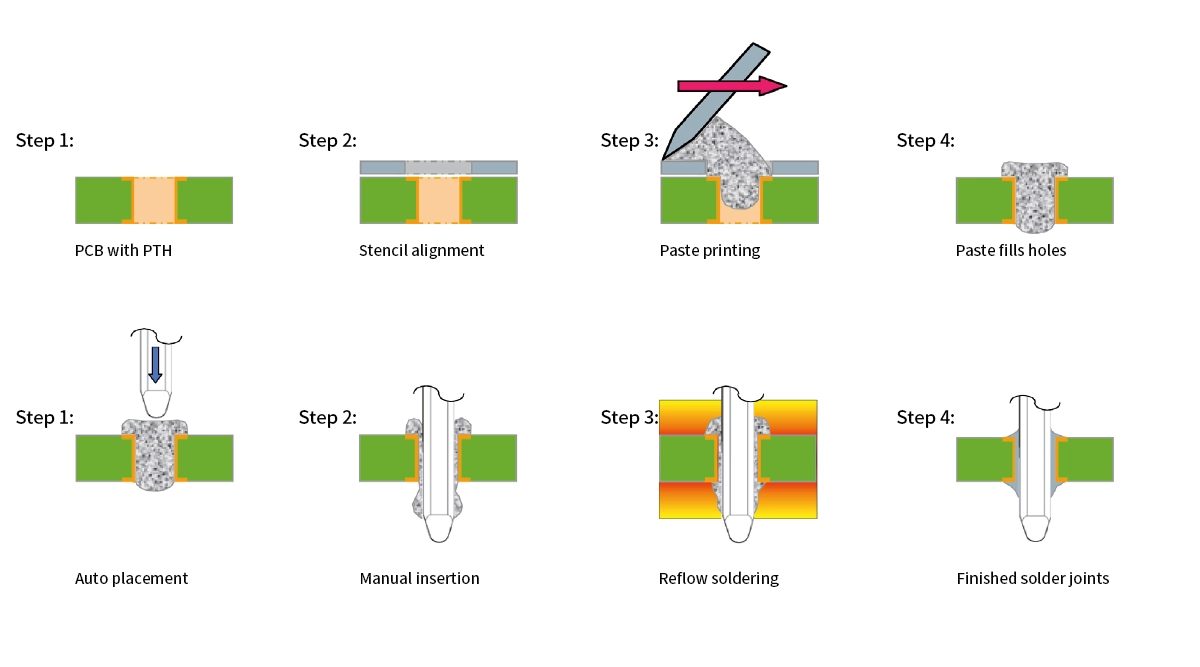
٤. وتتيح هذه العملية المبسَّطة لحام كلٍّ من المكونات السطحية (SMD) والمكونات ذات الثقوب العابرة (through-hole) في دورة واحدة لإعادة التشكيل، مما يقلل خطوات التصنيع مع ضمان وصلات ميكانيكية وكهربائية متينة—وهو أمرٌ بالغ الأهمية خاصةً للمكونات عالية الموثوقية مثل موصلات RJ45 المتوافقة مع تقنية THR من شركة LINK-PP.
٥. فوائد تقنية THR
٦. المتانة الميكانيكية
٧. تثبّت الأطراف العابرة للثقوب اللوحةَ، مما يضمن تثبيت المكونات الأكبر أو الخاضعة لأحمال ميكانيكية عالية—مثل موصلات RJ45—في مواجهة الاهتزاز والتعامل اليدوي.٨. التجميع في خطوة واحدة
٩. تلغي تقنية THR عملية لحام الموجة (wave soldering)، ما يسمح بمعالجة المكونات السطحية (SMT) ومكونات THR معًا على خط إعادة التشكيل—مما يوفِّر الوقت ويقلل العمالة ويحدّ من التكاليف.٣٩. القابلية للتوسع
١٠. وباستغلال خطوط التصنيع السطحي الآلي (SMT)، تناسب تقنية THR كلاً من الإنتاج الصغير والكبير—وهي مثالية لمقدِّمي خدمات التصنيع الإلكتروني (EMS) والشركات المصنِّعة الأصلية (OEMs) التي تنتج حجمًا مختلطًا من المنتجات.
١١. اعتبارات التصميم وأفضل الممارسات
١٢. ويعتمد نجاح تطبيق تقنية THR على هندسة دقيقة للوحة الدوائر المطبوعة (PCB) والمكونات:
١٣. متطلبات المكونات
١٤. يجب أن تتحمل المواد درجات حرارة إعادة التشكيل (عادةً حتى ٢٦٠ °م). وتستخدم موصلات RJ45 الخاصة بتقنية PoE+ من شركة LINK‑PP ١٥. الطراز LPJG0926HENLS4R ١٦. بلاستيكيات حرارية عالية المقاومة وطرفًا مُحسَّنًا لتقنية THR.
١٧. التصميم المتباعد (Stand‑Off) وتصميم الأطراف
١٨. يسمح التباعد بين المكوِّن واللوحة بامتصاص المعجون (wicking) وتحسين تدفق الهواء. ويجب معايرة طول الدبوس بدقة—فإذا كان طويلًا جدًّا، فقد يؤدي ذلك إلى خروج المعجون وحدوث عيوب؛ أما إذا كان قصيرًا جدًّا، فقد لا تحقق الوصلات معايير IPC‑610.
١٩. تصميم قالب المعجون (Paste Stencil Design)
١. تأكَّد من أن المعجون يملأ الفراغات بشكل مناسب: فالمعجون عالي اللزوجة يساعد في ملء الثقوب ومنع التجويف، كما هو موصى به في ٤. LINK‑PP’٢. الأدبيات الداعمة لتقنية THR من شركة ‹‹››. .
٣. ملف إعادة التسخين
٤. استخدم منحنى تحكم في درجة الحرارة يتضمَّن مرحلة ارتفاع تدريجي – ثم فترة احتفاظ – ثم قمة حرارية – ثم تبريد. وتأكد من أن المعجون قد بلغ درجة الانصهار (Liquidus)، مما يُفعِّل مادة التدفق (Flux) ويمنع الصدمة الحرارية للمكوِّنات.
٥. الفحص والمعايير
٦. أكمل ضمان الجودة باستخدام فحص بصري آلي (AOI)، والأشعة السينية (X-ray)، ومعايير IPC-610. ويجب أن تظهر وصلات تقنية THR تغطيةً باللحام تساوي أو تزيد عن ٧٥ ٪ مع وجود تجويفات أقل من ٣٠ ٪.
٧. 📦 موصلات LINK-PP الجاهزة لتقنية THR
٨. صمَّمت شركة LINK-PP عدة موصلات RJ45 متوافقة مع تقنية THR، وبخاصة ٩. LPJG0926HENLS4R ١٠. موصل RJ45 المزوَّد بتقنية PoE+١١. — والتي تشمل ما يلي:
١٢. غلاف مقاوم للحرارة العالية (من مادة PA46 + ٣٠ ٪ زجاج) ١٣. يتحمّل إعادة التسخين عند درجة حرارة ٢٦٠ °م لمدة ١٠ ثوانٍ.
١٤. ارتفاع قاعدة التثبيت ١,٢٥ مم ١٥. لتوفير تدفق هواء وتدفق معجون كافٍ.
١٦. طول الدبوس ٢,٤٠ مم ١٧. وهو مناسب للوحات الدوائر المطبوعة (PCBs) القياسية بسمك ١,٦ مم.
١٨. توافق مع المعجون عالي اللزوجة, ١٩. مما يقلل التجويفات ويعزِّز موثوقية الوصلات.
٢٠. وتضمن هذه الخصائص أن موصلات LINK-PP المبنية على تقنية THR تفي بمعايير IPC-610، وتقدِّم متانة عالية وأداءً كهربائيًّا قويًّا في البيئات القاسية.
٣٣. التطبيقات النموذجية
الشبكات والاتصالات٢١. : تستفيد منافذ RJ45 عالية الكثافة من الاستقرار الميكانيكي لتقنية THR بالإضافة إلى سرعة خط تركيب المكونات السطحية (SMT).
٢٢. الصناعي والسياراتي٢٣. : مقاومة الاهتزاز وقدرة التحمُّل العالية للتيار تتماشى تمامًا مع نقاط القوة في تقنية THR.
٢٤. شركات خدمات التصنيع الإلكتروني (EMS) والإنتاج عالي الحجم٢٥. : يُحسِّن المرور الواحد عبر عملية إعادة التسخين من الإنتاجية ويقلل النفقات الرأسمالية.
٢٦. مقارنة سريعة بين تقنيات THR وTHT وSMT
التكنولوجيا | ٢٧. طريقة التجميع | ١٠. المزايا | ٢. القيود |
|---|---|---|---|
٢٠. THT | ٢٨. الأطراف المتصلة + لحام الموجة | ٤. وصلات ميكانيكية قوية للغاية | ٥. عمالة يدوية، دون تكامل مع تقنية التركيب السطحي (SMT) |
١. تقنية التوصيل السطحي (SMT) | ٦. معجون لحام + إعادة التسخين | ٧. مدمج، سريع، آلي | ٨. متانة ميكانيكية أقل |
١٥. THR | ٩. معجون لحام + إعادة التسخين (في الفتحة) | ١٠. كفاءة ميكانيكية + آلية | ١١. يتطلب أجزاءً مُصنَّفة لتقنية THR وتعديلات في العملية |
١٢. لماذا تختار تقنية THR؟
١٣. تحقق تقنية THR توازنًا مقنعًا: فهي تحافظ على المقاومة الميكانيكية للتركيب عبر الفتحات، مع الاستفادة من عملية إعادة التسخين السريعة والآلية الخاصة بتقنية التركيب السطحي (SMT). ففي لوحات الدوائر المطبوعة متعددة المكونات—وخاصة تلك التي تتضمن موصلات ثقيلة مثل ٢٥. RJ45١٤. —تُعَد تقنية THR الخيار الاستراتيجي.
١٥. عند استخدامك ١٦. سلسلة RJ45 المُحسَّنة لتقنية THR من LINK‑PP, ١٧. ، فإنك تضمن لحامًا موثوقًا، وجودة متسقة، وتدفقات إنتاج مبسَّطة—كلُّ ذلك مدعوم بتصميم دقيق ومعايير صناعية معتمدة.
١٨. 🏁 الخلاصة
٢. لحيم الانصهار عبر الثقوب (THR) ١٩. هي تقنية لحام هجينة استباقية تقدِّم أفضل ما في العالمين: ٢٠. وصلات ميكانيكية متينة وتجميع عالي الكفاءة باستخدام تقنية التركيب السطحي (SMT). ٢١. . وبتصميم المكونات واللوحة والمعجون والعملية خصيصًا لتقنية THR، يمكن للمصنِّعين خفض التكاليف، وتحسين العوائد، وتقديم موثوقية أكبر.
٢٢. في شركة LINK‑PP، تجسد المكونات القادرة على العمل مع تقنية THR هذه الفلسفة. فمنذ اختيار المواد وحتى هندسة الارتفاع عن اللوحة وتوافق المعجون، يدعم كل تفصيل عملية إعادة التسخين بسلاسة ومنتجات نهائية أقوى. اكتشف حلول LINK‑PP لتقنية THR—مبنية للأداء، ومصممة للتوسُّع، وجاهزة للبيئات عالية الإجهاد في المستقبل.
١٧.: الأسئلة الشائعة
٢٣. ما الميزة الرئيسية لتقنية لحام إعادة التسخين عبر الفتحات؟
٢٤. يمكنك لحام المكونات عبر الفتحات والمكونات السطحية في عملية واحدة. وهذه الطريقة توفر الوقت وتزيد الكفاءة في خط التجميع الخاص بك.
٢٥. ما أنواع المكونات الأنسب لتقنية لحام إعادة التسخين عبر الفتحات؟
٢٦. يجب أن تستخدم مكونات تتحمل درجات الحرارة العالية. ومعظم الموصلات، والمفاتيح، والمكثفات الكبيرة تعمل جيدًا مع هذه العملية.
٢٧. ما الذي يحدث إذا استخدمت كمية قليلة جدًّا من معجون اللحام؟
٢٨. قد تظهر وصلات ضعيفة أو عدم امتلاء كامل للفتحة. وعليك دائمًا التحقق من حجم المعجون لضمان وصلات لحام قوية وموثوقة.
٢٨.: انظر أيضًا
٢٩. دليل شامل لشرح تقنية التركيب عبر الفتحات
٣٠. استكشاف الأجهزة المركَّبة على السطح ودورها في الإلكترونيات